為什麼選擇鶴峻鎢鋼鑽頭? 因為鶴峻擁有 品質符合國際標準 世界先進加工設備 歐美進口超微粒碳化鎢 獨特研發能力 交期迅速 鶴峻鎢鋼鑽頭, 信賴的品質 性能 精度 鶴峻實業有限公司專業設計及生產全系列鎢鋼鑽頭, 以不斷創新的經營理念, 達到刀具產品技術 品質與管理的新境界 我們融合理論與實務經驗, 不
|
|
|
- 鹿 云
- 4 years ago
- Views:
Transcription



1 為什麼選擇鶴峻鎢鋼鑽頭? 因為鶴峻擁有 品質符合國際標準 世界先進加工設備 歐美進口超微粒碳化鎢 獨特研發能力 交期迅速 鶴峻鎢鋼鑽頭, 信賴的品質 性能 精度 鶴峻實業有限公司專業設計及生產全系列鎢鋼鑽頭, 以不斷創新的經營理念, 達到刀具產品技術 品質與管理的新境界 我們融合理論與實務經驗, 不斷致力於切削技術的鑽研 對於各種材料特性, 更擁有獨特的知識背景 多年來, 我們在切削刀具研發, 投入了無數的心血, 也因此 HO 歐樂系列刀具產品鑽頭的品質 性能 精度, 已廣泛贏得國內外客戶的肯定 放眼未來, 我們將以一步一腳印的步伐, 強化企業體質, 持續追求公司的成長茁壯 1
2 Why you Should Choose HOER Tungsten Carbide Drills? Here Are the Reasons! Quality reaches international standards Top-level advanced machining equipment Made with European ultra fine grain tungsten carbide material. Outstanding R&D team Short lead-time HOER Tungsten Carbide Drills Are Reliable in Quality, Performance, and Accuracy HOER Cutting Tool Co., td specializes in design and manufacturing tungsten carbide drills. With the company s policy of constant breakthrough and innovation, we have dedicated ourselves to pursuing a new level of technology, quality and management. With the combination of theorem and practical experience, we always strive for research in cutting technology. In addition, we also have outstanding knowledge in material characteristics. For years, we have spent great efforts on research and development of various cutting tools. These are some of the reasons why HOER drills have fully satisfied all customers around the world in quality, performance, and accuracy. In the future, we will keep pursuing for progressing to improve customers using experience with HOER s products. 2

3 瑞士進口 CNC 刀具研磨機 Switzerland Imported CNC Tool Grinding Machine 鶴峻引進世界頂級瑞士 CNC 刀具研磨機 具五軸控制特點 保證每一隻鶴峻刀具都擁有最精密的幾何精度 HOER also introduces top-level advanced CNC tool grinding machine from Switzerland, which features 5-axes control. With this machine, we can guarantee the best possible geometric accuracy and the quality for each cutting tool from HOER. 3


4 全系列精密加工設備 鶴峻刀具就是精密度的保證 鶴峻公司一貫堅持採用, 先進精密的加工設 備, 符合客戶要求生產高精密的刀具, 品質達 到國際水準 本公司生產線擁有許多精密設 備, 例如 : 瑞士進口 CNC 刀具研磨機 CNC 刀 具加工中心機 圓筒磨床, 以及 CNC 螺旋磨槽 機 等 此外, 本公司之專業技術人員, 經 驗豐富, 秉持最嚴謹的精神, 精心生產每一支 刀具 Comprehensive Sophisticated Machining Equipment Guaranteed for Accurate Drills & End mills At HOER, we believe that utilizing sophisticated equipment enables us to produce cutting tools with the highest accuracy, and to achieve high quality over customers demands. Our modern production facility is fully equipped with many high precision machining equipments, such as Switzerland imported CNC tool grinding machine. In addition, our highly skilled technicians have extensive professional in precision tool manufacturing and fully dedicated to produce the best HOER cutting tools. CNC 非接觸式影像量測 先進的刀具檢驗, 品質保證 為了確保 HO 系列刀具產品的最佳品質, 鶴峻 品管部門採用先進的 CNC 非接觸式影像量測 儀, 徹底檢驗每支刀具品質, 包括刀具輪廓 表面尺寸 角度及位置, 使每支刀具展現獨特 的加工精度與高效率 CNC Non-contact Vision Measuring System Advanced Tool Inspection! Quality Guaranteed! With an aim to ensure HO series cutting tools to achieve the optimal guality, HODRI's qualitycontrol department employs an advanced CNC non-contact vision measuring system to thoroughly inspect each cutting tool quality. Inspection items include tool contour, sizes, angles and positions, allowing each tool to fully exhibit its exceptional machining accuracy and efficiency. 4
5 INDEX HO DRI 鎢鋼鑽頭系列 HKD 內冷式全鎢鋼被覆鑽頭 TUNGSTEN CARBIDE COATED DRI WITH DIN 6537 COOANT THROUGH HOE HOD 內冷式全鎢鋼被覆鑽頭 TUNGSTEN CARBIDE COATED DRI WITH COOANT THROUGH HOE CFD 全鎢鋼被覆鑽頭 DIN 6537 TUNGSTEN CARBIDE COATED DRI CCD 全鎢鋼被覆鑽頭 TUNGSTEN CARBIDE COATED DRI TXD 焊刃式鎢鋼被覆鑽頭 TUNGSTEN CARBIDE WEDED COATED DRI RSD 鎢鋼蝴蝶鑽 DIN 6537 TUNGSTEN CARBIDE R DRI ROD 內冷式鎢鋼蝴蝶鑽 DIN 6537 TUNGSTEN CARBIDE R DRI WITH COOANT THROUGH HOE GSD 鎢鋼四刃點鑽頭 DIN 6537 SOID CARBIDE FOUR POINT CONTACT DRI GOSD 內冷式四刃點全鎢鋼鑽頭DIN 6537 SOID CARBIDE G DRI WITH INTERNA COOANT GOD 內冷式四刃點全鎢鋼鑽頭 DIN 6537 SOID CARBIDE FOUR POINT CONTACT DRI WITH COOANT THROUGH HOE P.9-11 P P P P P P P P P BBD 全鎢鋼被覆鑽頭 DIN 6537 TUNGSTEN CARBIDE COATED DRI P.34 NSP NC 定位鑽頭 SOID CARBIDE NC POSITIONING DRI P.35 PNSP NC 定位鑽頭 SOID CARBIDE NC POSITIONING DRI P.35 HNSP NC 定位鑽頭 SOID CARBIDE NC POSITIONING DRI P.35 全鎢鋼中心鑽 SOID CARBIDE NCSPOTING CENTER BIT DRI P.36 桃型捨棄式快速鑽頭 RAPID DRIS(W) THROW-AWAY INSERT P 閃電型螺旋槽快速鑽頭 SPIRA FUTE HIGH SPEED DRI P.39 切削數據參考表 CUTTING DATA CHART P.40 鑽頭切削實例 DRI CUTTING TEST REPORT P
6 HO MI 鎢鋼端銑刀系列 鎢鋼 2 刃球形立銑刀 TUNGSTEN CARBIDE 2-FUTE BA END MI 鎢鋼 4 刃球形立銑刀 TUNGSTEN CARBIDE 4-FUTE BA END MI P P 鎢鋼 2 刃立銑刀 P.50 TUNGSTEN CARBIDE 2-FUTE END MI 鎢鋼 3 刃立銑刀 P.51 TUNGSTEN CARBIDE 3-FUTE END MI 鎢鋼 4 刃立銑刀 P.52 TUNGSTEN CARBIDE 4-FUTE END MI 鎢鋼 5,6,7 刃立銑刀 P.53 TUNGSTEN CARBIDE 5,6,7-FUTE END MI 鎢鋼 5 刃立銑刀 TUNGSTEN CARBIDE 5-FUTE END MI P.54 鎢鋼 6 刃立銑刀 TUNGSTEN CARBIDE 6-FUTE END MI P.55 鎢鋼鋁用 2 刃球形立銑刀 TUNGSTEN CARBIDE 2-FUTE BA END MI P.56 鎢鋼鋁用立銑刀 TUNGSTEN CARBIDE END MI P 鎢鋼波浪鋁用立銑刀 TUNGSTEN CARBIDE SINUS EDGE AUMINUM ROUGHING END MI P.59 鎢鋼鋁用重切削立銑刀 Tungsten Carbide Heavy Duty Aluminum End Mill P.59 鎢鋼 3 刃波浪粗銑立銑刀 TUNGSTEN CARBIDE 3-FUTE SINUS EDGE COARSE END MI P.60 鎢鋼 3 刃波浪長刃型粗銑立銑刀 TUNGSTEN CARBIDE 3-FUTE SINUS EDGE ONG FUTE COARSE END MI P.60 鎢鋼 2 刃圓鼻立銑刀 P.61 TUNGSTEN CARBIDE 2-FUTE CORNER RADIUS END MI 鎢鋼 4 刃圓鼻立銑刀 TUNGSTEN CARBIDE 4-FUTE CORNER RADIUS END MI P 鎢鋼 5,6 刃圓鼻立銑刀 TUNGSTEN CARBIDE 5,6-FUTE CORNER RADIUS END MI P.64 鎢鋼 4 刃口袋型立銑刀 P.65 TUNGSTEN CARBIDE 4-FUTE POCKET TYPE END MI 鎢鋼 4 刃內 R 倒角立銑刀 P.66 TUNGSTEN CARBIDE 4-FUTE INTERNA R CHAMFERING END MI 全鎢鋼三刃倒角刀 TUNGSTEN CARBIDE 3-FUTE CAHMFERING END MI P.67 全鎢鋼倒角刀 TUNGSTEN CARBIDE CHAMFERING END MI P.67 鎢鋼 4 刃重切削立銑刀 TUNGSTEN CARBIDE 4-FUTE HEAVY DUTY END MI P.68 鎢鋼 4 刃圓鼻重切削立銑刀 TUNGSTEN CARBIDE 4-FUTE CORNER RADIUS HEAVY DUTY END MI P.69 鎢鋼 4 刃粗銑立銑刀 TUNGSTEN CARBIDE 4-FUTE ROUGHING END MI P.70 全鎢鋼鉸刀 TUNGSTEN CARBIDE REAMERS 切削條件表 P P 捨棄式立銑刀 THROW-AWAY TYPE END MI P 端銑刀 END MIING CUTTERS (90 ) P.94 捨棄式立銑刀 90 殼形平面銑刀 THROW-AWAY TYPE END MI END MIING CUTTERS (90 ) P.95 捨棄式粗銑立銑刀 捨棄式鉆立銑刀 THROW-AWAY TYPE COARSE CUTTING END MI THROW-AWAY TYPE DRIING END MI P.96 6
7 INDEX PVD 各種硬質薄膜特性 PVD Hard Coating Properties P.97 鎢鋼材質表 TUNGSTEN CARBIDE MATEIA PROPERTIES P.98 尺寸公差表 DIMENSIONA TOERANCE P.99 鑽頭磨損對策 鎢鋼鑽頭之故障排除 TROUBE SHOOTING FOR SOID CARBIDE DRI 技術資料 TECHNICA INFORMATION P.100 P P 切削刀具使用注意事項 P.105 對應鋼的韋氏之近似換算值 P.106 全鎢鋼金屬圓鋸片 SOD TUNGSTEN META CIRCUAR SAWBADE HSS 小徑槽鋸片 HSS SMA DIAMETER SOTTING CIRCUAR SAWBADE 側銑刀系列 SIDE MIING CUTTERS P P P 三角立型槽刀片 Holder For 3-Cutting Edges Grooving Insert P.115 PFA 內徑搪孔刀 PFB 內徑後掃刀 Internal Boring Tool Internal Back-Turn P.117 PFG 槽刀片 Internal Grooving P.118 PFG 圓槽刀片 PFS 內徑倒角刀 Internal Radius Internal Chamfering P.119 PFT 螺紋刀片 Internal Threading P.120 PG 刀片 Internal P.121 PFG 內徑刀桿 Holder For Internal Inserts P.123 切斷刀座 切斷刀板 CUT-OFF TOO HODER CUT-OFF KNIFE PATE P.124 金鋼石切削工具 DIAMOND TURNING TOOS P 替換型高速中負荷迴轉頂針 固定型重負荷迴轉頂針 Interchangeable High Speed Medium Duty ive Center Fixed Heavy Duty ive Center P.130 固定細長型高速中負荷迴轉頂針 替換型重負荷迴轉頂針 Fixed ong Type High Speed Medium Duty ive Center Interchangable Heavy Duty ive Center P.131 端面自動調整插式傳動頂針 Automatic End Adjustment Insert Type Transmitted Center P.132 傘型重重切削迴轉頂針 Cone Type Heavy Duty ive Center P.133 7
8 鎢鋼鑽頭系列 TUNGSTEN CARBIDE DRIS 鑽頭編號說明 CCD DRI MODE NUMBER IDENTIFICATION 鑽頭的種類 Ordering Information 刃長 ength of Flute 刃徑 ength Diameter CCD CFD HOD HKD TXD RSD ROD GSD GOD BBD NSP 全鎢鋼鑽頭 TUNGSTEN CARBIDE DRI 銑刀柄全鎢鋼鑽頭 DIN 6537 TUNGSTEN CARBIDE DRI With end mill shank size 內冷式全鎢鋼鑽頭 TUNGSTEN CARBIDE DRI With coolant through hole 銑刀柄內冷式全鎢鋼鑽頭 DIN 6537 TUNGSTEN CARBIDE DRI With end mill shank size and coolant though hole 焊刃式鎢鋼鑽頭 TUNGSTEN CARBIDE WEDED DRI 鎢鋼蝴蝶鑽頭 DIN 6537 TUNGSTEN CARBIDE R DRI 鎢鋼內冷式蝴蝶鑽頭 DIN 6537 TUNGSTEN CARBIDE R DRI 鎢鋼四刃點鑽頭 DIN 6537 SOID CARBIDE FOUR POINT CONTACT 內冷式四刃點全鎢鋼鑽頭 DIN 6537 SOID CARBIDE FOUR POINT CONTACT DRI With coolant through hole 高硬度材加工鑽頭 DIN 6537 TUNGSTEN CARBIDE DRI NC 定點鑽頭 SOID CARBIDE NC POSITIONING DRI 3 3 倍 3-times 5 5 倍 5-times 7 7 倍 7 times 8 8 倍 8 times 102=10.2 mm 鎢鋼鑽頭應用鎢鋼鑽頭由於材料本身硬度高 耐磨耗, 特別適用於高速加工, 以及下列使用條件.. 1. 難削材料加工者 ( 例..高硬度材料 ) 2. 不鏽鋼材料加工者 3. 量大 量產化 之生產線加工 4. 無人化之生產線加工 Applications for Tungsten Carbide Drill The tungsten carbide drills feature extra high hardness and high wear resistence. They are ideal for high speed machining and following cutting conditions: 1.Difficult to cut materials(such as extra high hardness materials.) 2.Stainless steel. 3.Mass Production. 4.Unmanned production line. 8
9 內冷式全鎢鋼被覆鑽頭 TUNGSTEN CARBIDE COATED DRI WITH INTERNA COOANT 30º DIN 6537 適合材質 : 一般鋼料 合金鋼 模具鋼 不鏽鋼 銅 鋁 鑄鐵 Applicable materials: General steel, alloy steel, mold steel, stainless steel, copper, aluminum, cast iron. HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD Dø/ Diameter dø/ Shank Diameter 2/ Flute ength / Overall ength 4/ Shank ength S/ ength of Cut 9
10 中心內冷 Internal Coolant Dø(h8) S 4 dø 2 HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD Dø/ Diameter dø/ Shank Diameter 2/ Flute ength / Overall ength 4/ Shank ength S/ ength of Cut 10
11 內冷式全鎢鋼被覆鑽頭 TUNGSTEN CARBIDE COATED DRI WITH INTERNA COOANT 30º DIN 6537 適合材質 : 一般鋼料 合金鋼 模具鋼 不鏽鋼 銅 鋁 鑄鐵 中心內冷 Internal Coolant Applicable materials: General steel, alloy steel, mold steel, stainless steel, copper, aluminum, cast iron. Dø(h8) S 2 4 dø HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD HKD Dø/ Diameter dø/ Shank Diameter 2/ Flute ength / Overall ength 4/ Shank ength S/ ength of Cut 11
12 內冷式全鎢鋼被覆鑽頭 TUNGSTEN CARBIDE COATED DRI WITH INTERNA COOANT 30º 適合材質 : 一般鋼料 合金鋼 模具鋼 不鏽鋼 銅 鋁 鑄鐵 中心內冷 Internal Coolant Applicable materials: General steel, alloy steel, mold steel, stainless steel, copper, aluminum, cast iron. Dø(h8) S 2 4 dø HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD Dø/ Diameter dø/ Shank Diameter 2/ Flute ength / Overall ength 4/ Shank ength S/ ength of Cut
13 內冷式全鎢鋼被覆鑽頭 TUNGSTEN CARBIDE COATED DRI WITH INTERNA COOANT 30º 適合材質 : 一般鋼料 合金鋼 模具鋼 不鏽鋼 銅 鋁 鑄鐵 Applicable materials: General steel, alloy steel, mold steel, stainless steel, copper, aluminum, cast iron. Dø(h8) S 2 4 dø HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD HOD Dø/ Diameter dø/ Shank Diameter 2/ Flute ength / Overall ength 4/ Shank ength S/ ength of Cut
14 全鎢鋼被覆鑽頭 TUNGSTEN CARBIDE COATED DRI 30º DIN 6537 適合材質 : 一般鋼料 合金鋼 模具鋼 不鏽鋼 銅 鋁 鑄鐵 Applicable materials: General steel, alloy steel, mold steel, stainless steel, copper, aluminum, cast iron. Dø(h8) S 2 4 dø CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD Dø/ Diameter dø/ Shank Diameter 2/ Flute ength / Overall ength 4/ Shank ength S/ ength of Cut 14
15 全鎢鋼被覆鑽頭 TUNGSTEN CARBIDE COATED DRI 30º DIN 6537 適合材質 : 一般鋼料 合金鋼 模具鋼 不鏽鋼 銅 鋁 鑄鐵 Applicable materials: General steel, alloy steel, mold steel, stainless steel, copper, aluminum, cast iron. CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD Dø/ Diameter dø/ Shank Diameter 2/ Flute ength / Overall ength 4/ Shank ength S/ ength of Cut 15
16 Dø(h8) dø S 4 2 CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD CFD Dø/ Diameter dø/ Shank Diameter 2/ Flute ength / Overall ength 4/ Shank ength S/ ength of Cut 16
17 全鎢鋼被覆鑽頭 TUNGSTEN CARBIDE COATED DRI 30º 適合材質 : 一般鋼料 合金鋼 模具鋼 不鏽鋼 銅 鋁 鑄鐵 Applicable materials: General steel,alloy steel, mold steel, stainless steel, copper, aluminum, cast iron. CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD
18 Dø(h8) dø S 4 2 CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD CCD Dø/ Diameter dø/ Shank Diameter 2/ Flute ength / Overall ength 4/ Shank ength S/ ength of Cut
19 焊刃式鎢鋼被覆鑽頭 TUNGSTEN CARBIDE WEDED COATED DRI 25º DIN 6535 HE 焊接式 中心內冷 Welded End Internal Coolant 適合材質 : 一般鋼料 合金鋼 模具鋼 不鏽鋼 銅 鋁 鑄鐵 Applicable materials: General steel, alloy steel, mold steel, stainless steel, copper, aluminum, cast iron. 庫存品 EDP No. stock Dø TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD 非庫存品 non-stock dø 2 4 S 圖示 刃徑的範圍 13.01~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ Fig Fig Fig Fig Fig Fig Fig.1 庫存品 EDP No. stock Dø TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD 非庫存品 non-stock dø 2 4 S 圖示 刃徑的範圍 26.51~ ~ Fig ~ Fig ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ Fig Fig Fig Fig Fig.2 Dø/ Diameter dø/ Shank Diameter 2/ Flute ength / Overall ength 4/ Shank ength S/ ength of Cut 19
20 焊接式 中心內冷 Welded End Internal Coolant EDP No. 庫存品 stock Dø TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD 非庫存品 non-stock dø 2 4 S 圖示 刃徑的範圍 13.0~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ Fig Fig Fig Fig Fig Fig Fig.1 EDP No. 庫存品 stock Dø TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD 非庫存品 non-stock dø 2 4 S 圖示 刃徑的範圍 26.51~ ~ Fig ~ Fig ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ Fig Fig Fig Fig Fig.2 Dø/ Diameter dø/ Shank Diameter 2/ Flute ength / Overall ength 4/ Shank ength S/ ength of Cut 20
21 焊刃式鎢鋼被覆鑽頭 TUNGSTEN CARBIDE WEDED COATED DRI 25º DIN 6535 HE 焊接式 中心內冷 Welded End Internal Coolant 適合材質 : 一般鋼料 合金鋼 模具鋼 不鏽鋼 銅 鋁 鑄鐵 Applicable materials: General steel, alloy steel, mold steel, stainless steel, copper, aluminum, cast iron. 庫存品 EDP No. stock Dø TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD 非庫存品 no-stock dø 2 4 S 圖示 刃徑的範圍 ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ Fig.1 Fig.1 Fig.1 Fig Fig Fig Fig.1 庫存品 EDP No. stock Dø TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD TXD 非庫存品 no-stock dø 2 4 S 圖示 刃徑的範圍 20.61~ ~ Fig ~ Fig ~ ~ ~ ~ ~ ~ Fig Fig Fig.2 Dø/ Diameter dø/ Shank Diameter 2/ Flute ength / Overall ength 4/ Shank ength S/ ength of Cut 21
22 鎢鋼蝴蝶鑽 TUNGSTEN CARBIDE R DRI 30º DIN 6537 螺旋槽 Spiral Flute 適合材質 : 一般鋼料 合金鋼 模具鋼 不鏽鋼 銅 鋁 鑄鐵 Applicable materials: General steel, alloy steel, mold steel, stainless steel, copper, aluminum, cast iron. Dø(h7) S 2 4 dø RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD Dø/ Diameter dø/ Shank Diameter 2/ Flute ength / Overall ength 4/ Shank ength S/ ength of Cut
23 鎢鋼蝴蝶鑽 TUNGSTEN CARBIDE R DRI 30º DIN 6537 適合材質 : 一般鋼料 合金鋼 模具鋼 不鏽鋼 銅 鋁 鑄鐵 Applicable materials: General steel, alloy steel, mold steel, stainless steel, copper, aluminum, cast iron. RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD Dø/ Diameter dø/ Shank Diameter 2/ Flute ength / Overall ength 4/ Shank ength S/ ength of Cut
24 螺旋槽 Spiral Flute Dø(h7) S 2 4 dø RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD RSD Dø/ Diameter dø/ Shank Diameter 2/ Flute ength / Overall ength 4/ Shank ength S/ ength of Cut
25 內冷式鎢鋼蝴蝶鑽 TUNGSTEN CARBIDE R DRI WITH INTERNA COOANT 30º DIN 6537 螺旋槽 Spiral Flute 中心內冷 Internal Coolant 適合材質 : 一般鋼料 合金鋼 模具鋼 不鏽鋼 銅 鋁 鑄鐵 Applicable materials: General steel, alloy steel, mold steel, stainless steel, copper, aluminum, cast iron. ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD Dø/ Diameter dø/ Shank Diameter 2/ Flute ength / Overall ength 4/ Shank ength S/ ength of Cut
26 Dø(h7) dø S 2 4 ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD Dø/ Diameter dø/ Shank Diameter 2/ Flute ength / Overall ength 4/ Shank ength S/ ength of Cut
27 內冷式鎢鋼蝴蝶鑽 TUNGSTEN CARBIDE R DRI WITH INTERNA COOANT 30º DIN 6537 螺旋槽 Spiral Flute 中心內冷 Internal Coolant 適合材質 : 一般鋼料 合金鋼 模具鋼 不鏽鋼 銅 鋁 鑄鐵 Applicable materials: General steel, alloy steel, mold steel, stainless steel, copper, aluminum, cast iron. Dø(h7) S 2 4 dø ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD ROD Dø/ Diameter dø/ Shank Diameter 2/ Flute ength / Overall ength 4/ Shank ength S/ ength of Cut
28 鎢鋼鋁用鑽頭 SOID CARBIDE G DRI 20º DIN 6537 螺旋槽 Spiral Flute 適合材質 : 銅 鋁 鑄鐵等之非鐵金屬 Applicable materials: Copper, aluminum, cast iron...etc, nonferrous metals. 略帶鑽鉸功能之鎢鋼鑽頭 ( 非鉸刀 ) A tungsten carbide drill also featuring slight reaming function (not reamer) Dø(h7) S 2 4 dø GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD Dø/ Diameter dø/ Shank Diameter 2/ Flute ength / Overall ength 4/ Shank ength S/ ength of Cut
29 鎢鋼鋁用鑽頭 SOID CARBIDE G DRI 20º DIN 6537 螺旋槽 Spiral Flute 適合材質 : 銅 鋁 鑄鐵等之非鐵金屬 Applicable materials: Copper, aluminum, cast iron...etc, nonferrous metals. 略帶鑽鉸功能之鎢鋼鑽頭 ( 非鉸刀 ) A tungsten carbide drill also featuring slight reaming function (not reamer) Dø(h7 ) S 2 4 dø GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD GSD Dø/ Diameter dø/ Shank Diameter 2/ Flute ength / Overall ength 4/ Shank ength S/ ength of Cut
30 內冷式鎢鋼鋁用鑽頭 SOID CARBIDE G DRI WITH INTERNA COOANT 20º DIN 6537 螺旋槽 Spiral Flute 適合材質 : 銅 鋁 鑄鐵等之非鐵金屬 Applicable materials: Copper, aluminum, cast iron...etc, nonferrous metals. 中心內冷 Internal Coolant 略帶鑽鉸功能之鎢鋼鑽頭 ( 非鉸刀 ) A tungsten carbide drill also featuring slight reaming function (not reamer) Dø(h7) S 2 4 dø GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD Dø/ Diameter dø/ Shank Diameter 2/ Flute ength / Overall ength 4/ Shank ength S/ ength of Cut
31 內冷式鎢鋼鋁用鑽頭 SOID CARBIDE G DRI WITH INTERNA COOANT 20º DIN 6537 螺旋槽 Spiral Flute 適合材質 : 銅 鋁 鑄鐵等之非鐵金屬 Applicable materials: Copper, aluminum, cast iron...etc, nonferrous metals. 中心內冷 Internal Coolant 略帶鑽鉸功能之鎢鋼鑽頭 ( 非鉸刀 ) A tungsten carbide drill also featuring slight reaming function (not reamer) Dø(h7) S 2 4 dø GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD GOSD Dø/ Diameter dø/ Shank Diameter 2/ Flute ength / Overall ength 4/ Shank ength S/ ength of Cut
32 內冷式鎢鋼鋁用鑽頭 SOID CARBIDE G DRI WITH INTERNA COOANT 0º DIN 6537 直槽 Straight Flute 適合材質 : 銅 鋁 鑄鐵等之非鐵金屬 Applicable materials: Copper, aluminum, cast iron...etc, nonferrous metals. 中心內冷 Internal Coolant 略帶鑽鉸功能之鎢鋼鑽頭 ( 非鉸刀 ) A tungsten carbide drill also featuring slight reaming function (not reamer) Dø(h7 ) S 2 4 dø GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD Dø/ Diameter dø/ Shank Diameter 2/ Flute ength / Overall ength 4/ Shank ength S/ ength of Cut
33 內冷式鎢鋼鋁用鑽頭 SOID CARBIDE G DRI WITH INTERNA COOANT 0º DIN 6537 直槽 Straight Flute 適合材質 : 銅 鋁 鑄鐵等之非鐵金屬 Applicable materials: Copper, aluminum, cast iron...etc, nonferrous metals. 中心內冷 Internal Coolant 略帶鑽鉸功能之鎢鋼鑽頭 ( 非鉸刀 ) A tungsten carbide drill also featuring slight reaming function (not reamer) Dø(h7 ) S 2 4 dø GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD GOD Dø/ Diameter dø/ Shank Diameter 2/ Flute ength / Overall ength 4/ Shank ength S/ ength of Cut
34 全鎢鋼被覆鑽頭 TUNGSTEN CARBIDE COATED DRI DIN HRC 12º 6537 ~62º 螺旋槽 Spiral Flute 適合材質 : 熱處理後高硬度材 Applicable materials: High-hardness material after heat treated Dø(h8) S 2 4 dø BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD BBD Dø/ Diameter dø/ Shank Diameter 2/ Flute ength / Overall ength 4/ Shank ength S/ ength of Cut
35 全鎢鋼 NC 定位鑽頭 SOID CARBIDE NC POSITIONING DRI 全鎢鋼單頭 NC 定位鑽頭 型號 EDP NO. 鎢鋼材質高硬度 耐摩耗, 鑽頂角 Tungsten Carbide material, high hardness, high wear resistance, point angle 90 or 120 適合材質 : 銅一般鋼料 合金鋼 不鏽鋼 銅 鋁 鑄鐵 Applicable materials: General steel, alloy steel,stainless steel, copper, aluminum, cast iron. SOID TUNGSTEN SINGE END NC POSITIONING DRI ß 直徑 ØD 刃長 全長 柄徑 Ød 2 NSP NSP NSP NSP NSP NSP NSP NSP NSP NSP NSP NSP NSP NSP NSP NSP NSP NSP 全鎢鋼單頭 NC 定位鑽頭 SOID TUNGSTEN SINGE END NC POSITIONING DRI 型號 ß EDP NO. A 直徑刃徑刃長 ØD ØDs 2 全長 柄徑 Ød PNSP PNSP PNSP PNSP PNSP PNSP PNSP PNSP Dø Dø øds A β β 2 2 dø dø 全鎢鋼單頭 NC 定位鑽頭 SOID TUNGSTEN SINGE END NC POSITIONING DRI 型號 ß EDP NO. A 直徑刃徑刃長 ØD ØDs 2 全長 柄徑 Ød HNSP HNSP HNSP HNSP HNSP HNSP HNSP HNSP Dø øds A β 2 dø 35
36 全鎢鋼中心鑽 SOID CARBIDE NC SPOTING CENTER BIT DRI 鎢鋼材質高硬度 耐摩耗 Tungsten Carbide material, high hardness, high wear resistance 適用材質 : 銅一般鋼料 合金鋼 不鏽鋼 銅 鋁 鑄鐵 Applicable materials: General steel, alloy steel,stainless steel, copper, aluminum, cast iron. 型號 EDP NO. 刃徑 ØD 刃長 全長 柄徑 Ød 2 CND CND CND CND CND CND CND CND CND CND øds 36
37 桃型捨棄式快速鑽頭 RAPID DRIS(W) THROW-AWAY INSERT U 鑽 型號規格 EDP NO. 刀徑 Dia d Shank Diameter 尺寸 Dimension(mm) Overall ength 1 Flute ength 2 ength of Cut 3H-14WCMX H-15WCMX H-16WCMX H-17WCMX H-18WCMX H-19WCMX H-20WCMX H-21WCMX H-22WCMX H-23WCMX H-24WCMX H-25WCMX H-26WCMX H-27WCMX H-28WCMX H-29WCMX H-30WCMX H-31WCMX H-32WCMX H-33WCMX H-34WCMX H-35WCMX H-36WCMX H-37WCMX H-38WCMX H-39WCMX H-40WCMX H-37WCMX H-38WCMX H-39WCMX H-40WCMX H-41WCMX H-42WCMX 適用刀片 Insert WCMX WCMX 螺絲 Screw 板手 Wrench M2.5 x 0.45 T-8 WCMX M3 x 0.5 T-10 WCMX063T08 WCMX06T308 M3.5 x 0.6 T-15 37
 Overall ength 1 Flute ength 2 ength of Cut 3H-43WCMX 43 40 129 3H-44WCMX 44 40 132 3H-45WCMX 45")

38 2 1 ød ød 型號規格 EDP NO. 刀徑 Dia d Shank Diameter 尺寸 Dimension(mm) Overall ength 1 Flute ength 2 ength of Cut 3H-43WCMX H-44WCMX H-45WCMX H-46WCMX H-47WCMX H-48WCMX H-49WCMX H-50WCMX H-51WCMX H-52WCMX H-53WCMX H-54WCMX H-55WCMX H-56WCMX H-57WCMX H-58WCMX H-59WCMX H-60WCMX 適用刀片 Insert 螺絲 Screw WCMX M4x 0.7 WCMX06T0308 M3.5x 0.6 板手 Wrench T-15 38
39 閃電型螺旋槽快速鑽頭 SPIRA FUTE HIGH SPEED DRI U 鑽 ød 2 1 ød 型號規格 EDP NO. 刀徑 Dia d Shank Diameter 尺寸 Dimension(mm) Overall ength 1 Flute ength 2 ength of Cut JR25-DRZ18 3D JR25-DRZ19 3D JR25-DRZ 20 3D JR25-DRZ 21 3D JR25-DRZ 22 3D JR25-DRZ 23 3D JR25-DRZ 24 3D JR25-DRZ 25 3D JR25-DRZ 26 3D JR32-DRZ 27 3D JR32-DRZ 28 3D JR32-DRZ 29 3D JR32-DRZ 30 3D JR32-DRZ 31 3D JR32-DRZ 32 3D JR32-DRZ 33 3D JR32-DRZ 34 3D JR32-DRZ 35 3D JR32-DRZ 36 3D JR32-DRZ 37 3D JR32-DRZ 38 3D JR32-DRZ 39 3D JR32-DRZ 40 3D JR40-DRZ 41 3D JR40-DRZ 42 3D JR40-DRZ 43 3D JR40-DRZ 44 3D JR40-DRZ 45 3D JR40-DRZ 46 3D JR40-DRZ 47 3D JR40-DRZ 48 3D JR40-DRZ 49 3D JR40-DRZ 50 3D 適用刀片 Insert 螺絲 Screw 板手 Wrench ZCMT06T2 CS2260 T-7 ZCMT0803 CS2565 T-8 ZCMT10T3 CS4090 T-15 ZCMT12T3 CS5090 T-20 ZCMT1504 CS5090 T-20 39
40 切削數據參考表 CUTTING DATA CHART 型式 MODE: HOD.CCD 被削材 WORKPIECE 低碳鋼 OW CARBON STEE 中碳鋼 MEDIUM CARBON STEE 模具鋼 MOD STEE 不鏽鋼 STAINESS STEE 高硬度材 TOUGH MATERIA 球墨鑄鐵 DUCTIE IRON 硬度 HARDNESS Ø4~Ø7 Ø7~Ø10 Ø10~Ø15 Ø15~Ø20 V m/min f m/rev V m/min f m/rev V m/min f m/rev V m/min f m/rev ~200HB 40~ ~0.2 50~ ~0.3 50~ ~0.4 60~ ~0.5 ~300HB 40~ ~ ~ ~ ~ ~0.4 50~ ~0.5 ~300HB 30~ ~ ~60 0.1~ ~80 0.1~0.3 40~ ~0.4 ~200HB 20~ ~ ~ ~ ~70 0.1~0.3 30~70 0.1~0.4 HRC40~50 10~ ~0.1 10~ ~ ~ ~0.2 20~50 0.1~ ~240HB 40~ ~ ~ ~0.3 50~ ~0.4 50~ ~0.5 型式 MODE: TXD.WHCD 被削材 WORKPIECE 低碳鋼 OW CARBON STEE 中碳鋼 MEDIUM CARBON STEE 模具鋼 MOD STEE 不鏽鋼 STAINESS STEE 高硬度材 TOUGH MATERIA 球墨鑄鐵 DUCTIE IRON 硬度 HARDNESS Ø10~Ø15 Ø15~Ø20 Ø20~Ø25 Ø25~Ø30 V m/min f m/rev V m/min f m/rev V m/min f m/rev V m/min f m/rev ~200HB 50~80 0.1~ ~ ~0.3 50~ ~ ~ ~0.4 ~300HB 50~80 0.1~ ~ ~0.3 50~ ~ ~ ~0.4 ~300HB 40~ ~0.2 40~80 0.1~ ~ ~ ~ ~0.35 ~200HB 30~ ~0.2 30~70 0.1~ ~70 0.1~0.3 30~ ~0.35 HRC40~50 10~ ~ ~ ~0.2 20~50 0.1~ ~50 0.1~ ~240HB 50~80 0.1~ ~ ~0.3 50~ ~ ~ ~0.4 型式 MODE: GSD.GOD 被削材 WORKPIECE 鋁合金 AUMIN AOY 鑄鐵 CAST IRON 球墨鑄鐵 DUCTIE IRON 硬度 HARDNESS Ø4~Ø7 Ø7~Ø10 Ø10~Ø15 Ø15~Ø20 V m/min f m/rev V m/min f m/rev V m/min f m/rev V m/min f m/rev 40~ ~0.2 50~ ~ ~ ~0.4 60~ ~0.5 FC250 40~80 0.1~0.2 50~ ~ ~ ~0.3 60~ ~0.4 FCD450 40~ ~0.5 50~ ~0.2 50~ ~0.3 50~ ~
41 鑽頭切削實例 DRI CUTTING TEST REPORT 鑽頭型號 DRI 工件材質 WORKPIECE MATERIA 切削條件 CUTTING CONDITIONS 使用機械 MACHINE 加工數量 QUANTITY CCD-5059 S45C 回轉速 R.P.M :2100 進刀量 mm/rev :0.14 鑽孔深 mm :30 CNC 車床 CNC ATHE 約 3000 Pcs WHCD-6135 快削 S45C 回轉速 R.P.M :1200 切削速度 M/Min :70 進刀量 mm/rev :0.2 鑽孔深 mm :35 CNC 車床 42 型 CNC ATHE Mod. 42 約 Pcs HOD-7130 SCM435 回轉速 R.P.M :1500 切削速度 M/Min :60 進刀量 mm/rev :0.15 鑽孔深 mm :50 CNC 車床 CNC ATHE 約 6000 Pcs CCD-5048 SKD11 回轉速 R.P.M :3000 進刀量 mm/rev :0.06 鑽孔深 mm :10 CNC 車床 CNC ATHE 約 Pcs HOD-5089 SUS316 回轉速 R.P.M :1800 切削速度 M/Min :50 進刀量 mm/rev :0.15 鑽孔深 mm :12 CNC 車床 CNC ATHE 約 Pcs HOD-7079 SUS304 回轉速 R.P.M :2400 切削速度 M/Min :60 進刀量 mm/rev :0.12 鑽孔深 mm :15 CNC 車床 42 型 CNC ATHE Mod. 42 約 6000 Pcs CCD-5048 SK2 回轉速 R.P.M :1800 進刀量 mm/rev :0.08 鑽孔深 mm :10 CNC 車床走心式 CNC ATHE Traveling Spindle 約 2000 Pcs CCD-5068 FC25 回轉速 R.P.M :2400 切削速度 M/Min :51 進刀量 mm/rev :420 鑽孔深 mm :30 CNC 銑床 CNC Milling Machine 約 Pcs CCD-5089 SUS316 回轉速 R.P.M :1800 切削速度 M/Min :50 進刀量 mm/rev :0.15 鑽孔深 mm :12 CNC 車床 CNC ATHE 約 1400 Pcs TXD-6220 S45C 回轉速 R.P.M :1200 切削速度 M/Min :83 床台進給 mm/min :350 鑽孔深 mm :30 CNC 銑床中心出水 CNC Milling Machine Coolant Through Spindle 約 1100 Pcs 41
42 鑽頭型號 DRI 工件材質 WORKPIECE MATERIA 切削條件 CUTTING CONDITIONS 使用機械 MACHINE 加工數量 QUANTITY CHOD-7130 CCM415 回轉速 R.P.M :1500 切削速度 M/Min :61 進刀量 mm/rev :0.15 鑽孔深 mm :50 CNC 車床 CNC ATHE 約 6000 Pcs HOD-5175 SCM21 回轉速 R.P.M :1467 切削速度 M/Min :80 進刀量 mm/rev :0.3 鑽孔深 mm :75 CNC 車床 CNC ATHE 約 1250 Pcs CCD-5127 S45C 回轉速 R.P.M :2000 切削速度 M/Min :80 進刀量 mm/rev :600 鑽孔深 mm :30 CNC 加工中心機 MACHINE CENTER 約 2200 Pcs GSD-7080 鋁合金 回轉速 R.P.M :2400 切削速度 M/Min :60 進刀量 mm/rev :0.15 鑽孔深 mm :30 CNC 車床 CNC ATHE 約 3300 Pcs GSD-7130 FC25 回轉速 R.P.M :1700 切削速度 M/Min :70 進刀量 mm/rev :0.2 床台進給 mm/min :340 鑽孔深 mm :30 CNC 銑刀 CNC Milling Machine 約 1430 Pcs CCD-5130 SS41 回轉速 R.P.M :1500 切削速度 M/Min :60 進刀量 mm/rev :0.16 鑽孔深 mm :19 CNC 車床 CNC ATHE 約 6000 Pcs CCD-5110 SCM21 HRC22 回轉速 R.P.M :1800 床台進給 mm/min :140 鑽孔深 mm :18 CNC 車床 CNC ATHE 約 900 Pcs CCD-5097 快削鉛 回轉速 R.P.M :2200 進刀量 mm/rev :0.25 鑽孔深 mm :18 CNC 車床 CNC ATHE 約 Pcs HOD-5130 SUS303 回轉速 R.P.M :1500 進刀量 mm/rev :0.15 鑽孔深 mm :50 CNC 車床 CNC ATHE 約 Pcs 42

43 卓越研發能力 追求切削技術新境界 Outstanding R&D Capabilities Always Pursuing for New evel of Cutting Technology HO MI 端銑刀之所以能夠贏得全球客戶的肯定, 其背後之重要因素之一是我們擁專業的有技術研發能力 無論是在刀具幾何結構, 切屑排 除方式, 刀具材質與工件加工特性等方面, 我們的研發人員都深入探討 與分析, 以徹底滿足客戶對於重切削, 快速切削之需求 並且展現優異 的加工精度, 表面細度與加工效率等 HO MI have being fully satisfied customers around the world, one of the most important factors is our dedication to technological research and development. No matter it s about tool geometrical structure chip removing methods or tool materials or work piece machining characteristics, the R&D team conduct deep research and analysis to meet customers requirements in heaving cutting and high speed cutting. Furthermore, each end mill from HOER will present the superior machining accuracy, surface, roughness, and machining efficiency. HO MI 端銑刀系列以卓越的品質與切削性能深受國內外客戶的肯定與讚賞 除了採用高級超細微粒碳化鎢材質製成, 更採用先進的加工設備加工, 配合世界 頂級瑞士 CNC 刀具研磨機研磨, 保證每一支端銑刀都表露出最值得信賴的品質與 加工精度 廣泛的產品系列, 更提供客戶最多元化的選擇 HO MI has being highly reputed in outstanding quality and cutting performance. Manufactured from top quality micro-grain tungsten carbide material, and using top-level Swiss CNC tool grinding machine for precision grinding are assure the best quality and machining accuracy for each end mill from HOER. In addition, HOER offers the most comprehensive range of end mills for customers to choose. 43

44 端銑刀系列 END MI SERIES 銑刀編號說明 END MI MODE NUMBER IDENTIFICATION 2 E - D R05 AK45 刀具刃數 Flute No. 刀徑 Flute Dia. 刀具總長 Overall ength 刀具圓鼻值 Round Nose 刀具材質 End mill material 刃 3 刃 4 刃 6 刃 刀具系列 End Mill Series 球頭刀圓半徑值 R Ball end radius 刀具直徑值 D End mill dia mm mm 無標識為平口刀 Omit:flat end 圓鼻角 0.5r R05 Nose radius 倒角 0.3c C03 Chamf. angle AK 925 AK 25 AK 35 AK 45 PK 66 E ET EP BE EA BEA ECR 平口立銑刀 Flat end 波浪型立銑刀 Wave shape 口袋型立銑刀 Pockt type 球頭立銑刀 Ball end 平口鋁用立銑刀 Flat end for aluminum 球頭鋁用立銑刀 Ball end for aluminum 圓鼻立銑刀 Corner radius end mills TP ETA EH EIR EHCR EQ 斜度立銑刀 Taper 鋁用波浪立銑刀 Sinus edge aluminum 重切削立銑刀 4-FUTE 內 R 倒角立銑刀 Internal R Chamfering 圓鼻重切削立銑刀 Round Nose 粗銑立銑刀 Roughing end mills 銑刀材質選用推薦 END MI MATERIA PROPERTIES No. WC% CO% TIC/Ta(Nb)c% 硬度 Hardness 平均晶粒度 Average Grain Size 被切削 Workpiece 鍍層顏色 Color AK μm ~65 HRC Blue AK μm ~58 HRC Gold AK μm ~55 HRC Brown AK μm ~55 HRC Black PK 66 83~85 12~ μm~0.7μm ~50 HRC Black 44
45 鎢鋼 2 刃球形立銑刀 TUNGSTEN CARBIDE 2-FUTE BA END MI 30º 1 ød(h7) ød(h6) 超細微粒碳化鎢材質 Micro-Grain Tungsten Carbide R 適合材質 : 鐵材 碳素鋼 鑄鐵 模具鋼 合金鋼 工具鋼 不鏽鋼 熱處理鋼 焊補鋼料 Applicable materials: Ferous metal, carbon steel, cast iron, mold steel, alloy steel, tool steel, stainless steel, heat-treated steel, welded steel. 單位 /Unit : mm 型號 EDP NO. 刃徑 D Flute Dia. R 徑 Radius 刃長 1 ength of Cut 全長 Overall ength 柄徑 d Shank Diameter 刃數 Flute Number AK45 PK66 2BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R 註 : 有 者表示有庫存 NOTE: means items in stock 切削條件表請參考第 74 頁 45
46 鎢鋼 2 刃球形立銑刀 TUNGSTEN CARBIDE 2-FUTE BA END MI 30º 1 ød(h7) ød(h6) 超細微粒碳化鎢材質 Micro-Grain Tungsten Carbide R 適合材質 : 鐵材 碳素鋼 鑄鐵 模具鋼 合金鋼 工具鋼 不鏽鋼 熱處理鋼 焊補鋼料 Applicable materials: Ferous metal, carbon steel, cast iron, mold steel, alloy steel, tool steel, stainless steel, heat-treated steel, welded steel. 單位 /Unit : mm 型號 EDP NO. 刃徑 D Flute Dia. R 徑 Radius 刃長 1 ength of Cut 全長 Overall ength 柄徑 d Shank Diameter 刃數 Flute Number AK25 AK45 AK925 PK66 62BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R 註 : 有 者表示有庫存 NOTE: means items in stock 切削條件表請參考第 74 頁 46

47 鎢鋼 2 刃球形立銑刀 TUNGSTEN CARBIDE 2-FUTE BA END MI 30º 1 ød(h7) ød(h6) 超細微粒碳化鎢材質 Micro-Grain Tungsten Carbide R 適合材質 : 鐵材 碳素鋼 鑄鐵 模具鋼 合金鋼 工具鋼 不鏽鋼 熱處理鋼 焊補鋼料 Applicable materials: Ferous metal, carbon steel, cast iron, mold steel, alloy steel, tool steel, stainless steel, heat-treated steel, welded steel. 單位 /Unit : mm 型號 EDP NO. 刃徑 D Flute Dia. R 徑 Radius 刃長 1 ength of Cut 全長 Overall ength 柄徑 d Shank Diameter 刃數 Flute Number AK35 AK925 PK66 62BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R 註 : 有 者表示有庫存 NOTE: means items in stock 切削條件表請參考第 74 頁 47
48 鎢鋼 4 刃球形立銑刀 TUNGSTEN CARBIDE 4-FUTE BA END MI 30º 1 ød(h7) ød(h6) 超細微粒碳化鎢材質 Micro-Grain Tungsten Carbide R 適合材質 : 碳素鋼 模具鋼 合金鋼 工具鋼 鑄鐵 不鏽鋼 熱處理鋼 焊補鋼料 Applicable materials: Carbon steel, mold steel, tool steel, alloy steel, cast iron, stainless steel, heat-treated steel, welded steel. 單位 /Unit : mm 型號 EDP NO. 刃徑 D Flute Dia. R 徑 Radius 刃長 1 ength of Cut 全長 Overall ength 柄徑 d Shank Diameter 刃數 Flute Number AK35 AK45 PK66 4BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R 註 : 有 者表示有庫存 NOTE: means items in stock 切削條件表請參考第 76 頁 48

49 鎢鋼 4 刃球形立銑刀 TUNGSTEN CARBIDE 4-FUTE BA END MI 30º 1 ød(h7) ød(h6) 超細微粒碳化鎢材質 Micro-Grain Tungsten Carbide R 適合材質 : 碳素鋼 模具鋼 合金鋼 工具鋼 鑄鐵 不鏽鋼 熱處理鋼 焊補鋼料 Applicable materials: Carbon steel, mold steel, tool steel, alloy steel, cast iron, stainless steel, heat-treated steel, welded steel. 單位 /Unit : mm 型號 EDP NO. 刃徑 D Flute Dia. R 徑 Radius 刃長 1 ength of Cut 全長 Overall ength 柄徑 d Shank Diameter 刃數 Flute Number AK45 PK66 64BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R BE-R R 註 : 有 者表示有庫存 NOTE: means items in stock 切削條件表請參考第 76 頁 49
50 鎢鋼 2 刃立銑刀 TUNGSTEN CARBIDE 2-FUTE END MI 35º 1 超細微粒碳化鎢材質 Micro-Grain Tungsten Carbide ød(h7) ød(h6) 適合材質 : 碳素鋼 模具鋼 合金鋼 工具鋼 鑄鐵 不鏽鋼 熱處理鋼 焊補鋼料 Applicable materials: Carbon steel, mold steel, alloy steel, tool steel, stainless steel, heat-treated steel, welded steel,cast iron. 單位 /Unit : mm 型號 EDP NO. 刃徑 D Flute Dia. 刃長 1 ength of Cut 全長 Overall ength 柄徑 d Shank Diameter 刃數 Flute Number AK45 AK925 PK66 2E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D 註 : 有 者表示有庫存 NOTE: means items in stock 切削條件表請參考第 77 頁 50

51 鎢鋼 3 刃立銑刀 TUNGSTEN CARBIDE 3-FUTE SQUARE END MI 45º 1 超細微粒碳化鎢材質 Micro-Grain Tungsten Carbide ød(h7) ød(h6) 適合材質 : 碳素鋼 模具鋼 合金鋼 工具鋼 鑄鐵 不鏽鋼 熱處理鋼 焊補鋼料 Applicable materials: Carbon steel, mold steel, tool steel, alloy steel, cast iron, stainless steel, heat-treated steel, welded steel. 單位 /Unit : mm 型號 EDP NO. 刃徑 D Flute Dia. 刃長 1 ength of Cut 全長 Overall ength 柄徑 d Shank Diameter 刃數 Flute Number AK45 AK925 PK66 3E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D 註 : 有 者表示有庫存 NOTE: means items in stock 切削條件表請參考第 78 頁 30º 單位 /Unit : mm 型號 EDP NO. 刃徑 D Flute Dia. 刃長 1 ength of Cut 全長 Overall ength 柄徑 d Shank Diameter 刃數 Flute Number AK25 AK925 PK66 62E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D 註 : 有 者表示有庫存 NOTE: means items in stock 切削條件表請參考第 78 頁 51
52 鎢鋼 4 刃立銑刀 TUNGSTEN CARBIDE 4-FUTE END MI 45º 1 ød(h7) ød(h6) 超細微粒碳化鎢材質 Micro-Grain Tungsten Carbide 適合材質 : 碳素鋼 模具鋼 合金鋼 工具鋼 不鏽鋼 鑄鐵 熱處理鋼料 焊補鋼料 Applicable materials: Carbon steel, mold steel, alloy steel, tool steel, stainless steel, cast iron, heat-treated steel, welded steel. 單位 /Unit : mm 型號 EDP NO. 刃徑 D Flute Dia. 刃長 1 ength of Cut 全長 Overall ength 柄徑 d Shank Diameter 刃數 Flute Number AK45 AK925 PK66 4E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D 註 : 有 者表示有庫存 NOTE: means items in stock 切削條件表請參考第 80 頁 52
53 鎢鋼 5,6,7 刃立銑刀 TUNGSTEN CARBIDE 5,6,7-FUTE END MI 38º 1 ød(h7) ød(h6) 超細微粒碳化鎢材質 Micro-Grain Tungsten Carbide 適合材質 : 碳素鋼 模具鋼 合金鋼 工具鋼 不鏽鋼 鑄鐵 熱處理鋼料 焊補鋼料 Applicable materials: Carbon steel, mold steel, alloy steel, tool steel, cast iron, stainless steel, heat-treated steel, welded steel. 單位 /Unit : mm 型號 EDP NO. 刃徑 D Flute Dia. 刃長 1 ength of Cut 全長 Overall ength 柄徑 d Shank Diameter 刃數 Flute Number AK45 AK925 5E-D E-D E-D E-D E-D E-D E-D E-D º 單位 /Unit : mm 型號 EDP NO. 刃徑 D Flute Dia. 刃長 1 ength of Cut 全長 Overall ength 柄徑 d Shank Diameter 刃數 Flute Number AK45 AK925 6E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D E-D 註 : 有 者表示有庫存 NOTE: means items in stock 切削條件表請參考第 83 頁 53
54 鎢鋼 5 刃立銑刀 TUNGSTEN CARBIDE 5-FUTE END MI 38º 1 ød(h7) ød(h6) 超細微粒碳化鎢材質 Micro-Grain Tungsten Carbide R 適合材質 : 碳素鋼 模具鋼 合金鋼 工具鋼 不鏽鋼 鑄鐵 熱處理鋼料 焊補鋼料 Applicable materials: Carbon steel, mold steel, alloy steel, tool steel, cast iron, stainless steel, heat-treated steel, welded steel. 單位 /Unit : mm 型號 EDP NO. 刃徑 D Flute Dia. R 徑 Radius 刃長 1 ength of Cut 全長 Overall ength 柄徑 d Shank Diameter 刃數 Flute Number AK925 65ECR-D5.050R R ECR-D5.050R R ECR-D6.050R R ECR-D8.063R R ECR-D8.063R R ECR-D10.075R R ECR-D10.075R R ECR-D12.075R R ECR-D12.075R R ECR-D5.075R R ECR-D6.0100R R ECR-D6.0100R R ECR-D8.0100R R ECR-D8.0100R R ECR-D R R ECR-D R R ECR-D R R ECR-D R R 註 : 有 者表示有庫存 NOTE: means items in stock 54
55 鎢鋼 6 刃立銑刀 TUNGSTEN CARBIDE 6-FUTE END MI 38º 1 ød(h7) ød(h6) 超細微粒碳化鎢材質 Micro-Grain Tungsten Carbide R 適合材質 : 碳素鋼 模具鋼 合金鋼 工具鋼 不鏽鋼 鑄鐵 熱處理鋼料 焊補鋼料 Applicable materials: Carbon steel, mold steel, alloy steel, tool steel, cast iron, stainless steel, heat-treated steel, welded steel. 單位 /Unit : mm 型號 EDP NO. 刃徑 D Flute Dia. R 徑 Radius 刃長 1 ength of Cut 全長 Overall ength 柄徑 d Shank Diameter 刃數 Flute Number AK925 66ECR-D8.060R R ECR-D8.060R R ECR-D10.075R R ECR-D10.075R R ECR-D12.075R R ECR-D12.075R R ECR-D8.0100R R ECR-D8.0100R R ECR-D R R ECR-D R R ECR-D R R ECR-D R R 註 : 有 者表示有庫存 NOTE: means items in stock 切削條件表請參考第 83 頁 55
56 鎢鋼鋁用 2 刃球形立銑刀 TUNGSTEN CARBIDE 2-FUTE AUMINUM BA END MI 38º 1 ød(h7) ød(h6) R 超細微粒碳化鎢材質 Micro-Grain Tungsten Carbide 適合材質 : 鋁合金 銅合金 鎂合金 各種軟質材質 Applicable materials: Aluminum alloy, copper alloy, magnesium alloy, and various soft materials. 主要特性 : 切刃口銳利配合較寬大之排屑溝槽設計, 適合軟質材料之切削, 可在高速 M/C 上進行高速切削 Features: The sharp edge combined with oversized flute makes it ideal for cutting soft materials, excellent for high speed cutting on a high speed machining center. 單位 /Unit : mm 型號 EDP NO. 刃徑 D Flute Dia. R 徑 Radius 刃長 1 ength of Cut 全長 Overall ength 柄徑 d Shank Diameter 刃數 Flute Number PK66 2BEA-R R BEA-R R BEA-R R BEA-R R BEA-R R BEA-R R BEA-R R BEA-R R BEA-R R BEA-R R BEA-R R BEA-R R BEA-R R BEA-R R BEA-R R BEA-R R BEA-R R BEA-R R 註 : 有 者表示有庫存 NOTE: means items in stock 切削條件表請參考第 84 頁 56
57 鎢鋼鋁用立銑刀 TUNGSTEN CARBIDE END MI FOR AUMINUM 55º 1 超細微粒碳化鎢材質 鋁合金加工專用 Micro-Grain Tungsten Carbide Ideal for Aluminum Alloy Machining ød(h7) ød(h6) 適合材質 : 鐵鋁合金 銅合金 鎂合金 各種軟質材料 Applicable materials: Iron aluminum alloy, copper alloy, magnesium alloy, and various soft materials, 主要特性 : 排屑槽較寬大之設計, 適合軟質材料之切削, 切刃口銳利較不易黏屑, 精銑時可得到極佳之表面光滑度可在高速 M/C 上進行高速切削 Features: The end mill features oversize flute, and it's ideal for cutting soft materials, The sharp edge avoids chip adhering and provides extremely fine surface effect. Ideal for use on a high speed machining center. 單位 /Unit : mm 型號 EDP NO. 刃徑 D Flute Dia. 刃長 1 ength of Cut 全長 Overall ength 柄徑 d Shank Diameter 刃數 Flute Number PK66 2EA-D EA-D EA-D EA-D EA-D EA-D EA-D EA-D EA-D EA-D EA-D EA-D EA-D EA-D EA-D EA-D EA-D 註 : 有 者表示有庫存 NOTE: means items in stock 57
58 鎢鋼鋁用立銑刀 TUNGSTEN CARBIDE END MI FOR AUMINUM 45º 1 超細微粒碳化鎢材質 鋁合金加工專用 Micro-Grain Tungsten Carbide Ideal for Aluminum Alloy Machining ød(h7) ød(h6) 適合材質 : 鐵鋁合金 銅合金 鎂合金 各種軟質材料 Applicable materials: Iron aluminum alloy, copper alloy, magnesium alloy, and various soft materials, 主要特性 : 排屑槽較寬大之設計, 適合軟質材料之切削, 切刃口銳利較不易黏屑, 精銑時可得到極佳之表面光滑度可在高速 M/C 上進行高速切削 Features: The end mill features oversize flute, and it's ideal for cutting soft materials, The sharp edge avoids chip adhering and provides extremely fine surface effect. Ideal for use on a high speed machining center. 單位 /Unit : mm 型號 EDP NO. 刃徑 D Flute Dia. 刃長 1 ength of Cut 全長 Overall ength 柄徑 d Shank Diameter 刃數 Flute Number PK66 2EUA-D EUA-D EUA-D EUA-D EUA-D EUA-D EUA-D EUA-D EUA-D EUA-D EUA-D EUA-D EUA-D EUA-D EUA-D EUA-D EUA-D 註 : 有 者表示有庫存 NOTE: means items in stock 58

59 鎢鋼波浪鋁用立銑刀 TUNGSTEN CARBIDE SINUS EDGE AUMINUM ROUGHING END MI 45º 1 ød(h7) ød(h6) 超細微粒碳化鎢材質 Micro-Grain Tungsten Carbide 適合材質 : 鐵鋁合金 銅合金 鎂合金 各種軟質材料 R Applicable materials: Iron aluminum alloy, copper alloy, magnesium alloy, and various soft materials, 單位 /Unit : mm 型號 EDP NO. 刃徑 D Flute Dia. R 徑 Radius 刃長 1 ength of Cut 全長 Overall ength 柄徑 d Shank Diameter 刃數 Flute Number PK66 3ETA-D ETA-D ETA-D ETA-D ETA-D ETA-D ETA-D 鎢鋼鋁用重切削立銑刀 Tungsten Carbide Heavy Duty Aluminum End Mill 45º 1 ød(h7) ød(h6) R 型號 EDP NO. 刃徑 D Flute Dia. 刃長 1 ength of Cut 全長 Overall ength 柄徑 d Shank Diameter 刃數 Flute Number PK66 3EHA-D EHA-D EHA-D EHA-D EHA-D EHA-D EHA-D EHA-D 註 : 有 者表示有庫存 NOTE: means items in stock 切削條件表請參考第 88 頁 請採用剛性較強之側固式立銑刀架夾持本刀具 Suggested to use high rigidity side clamping tool holder 59

60 鎢鋼 3 刃波浪粗銑立銑刀 TUNGSTEN CARBIDE 3-FUTE SINUS EDGE ROUGHING END MI 35º 1 超細微粒碳化鎢材質 Micro-Grain Tungsten Carbide ød(h7) R ød(h6) 適合材質 : 碳素鋼 模具鋼 合金鋼 工具鋼 不鏽鋼 鑄鐵 熱處理鋼料 焊補鋼料 Applicable materials: Carbon steel, mold steel, alloy steel, tool steel, stainless steel, cast iron, heat-treated steel, welded steel. 單位 /Unit : mm 型號 EDP NO. 刃徑 D Flute Dia. R 徑 Radius 刃長 1 ength of Cut 全長 Overall ength 柄徑 d Shank Diameter 刃數 Flute Number AK45 AK925 3ET-D R ET-D R ET-D R ET-D R ET-D R ET-D R ET-D R ET-D R 註 : 有 者表示有庫存 NOTE: means items in stock 請採用剛性較強之側固式立銑刀架夾持本刀具 Suggested to use high rigidity side clamping tool holder 切削條件表請參考第 84 頁 鎢鋼 3 刃波浪長刃型粗銑立銑刀 TUNGSTEN CARBIDE 3-FUTE SINUS EDGE ONG FUTE ROUGHING END MI 單位 /Unit : mm 型號 EDP NO. 刃徑 D Flute Dia. R 徑 Radius 刃長 1 ength of Cut 全長 Overall ength 柄徑 d Shank Diameter 刃數 Flute Number AK45 AK925 3ET-D R ET-D R ET-D R ET-D R ET-D R ET-D R ET-D R ET-D R 註 : 有 者表示有庫存 NOTE: means items in stock 請採用剛性較強之側固式立銑刀架夾持本刀具 Suggested to use high rigidity side clamping tool holder 切削條件表請參考第 87 頁 60
61 鎢鋼 2 刃圓鼻立銑刀 TUNGSTEN CARBIDE 2-FUTE CORNER RADIUS END MI 35º 1 超細微粒碳化鎢材質 Micro-Grain Tungsten Carbide ød(h7) R ød(h6) 適合材質 : 碳素鋼 模具鋼 合金鋼 工具鋼 不鏽鋼 鑄鐵 熱處理鋼料 焊補鋼料 Applicable material: Carbon steel, mold steel, alloy steel, welded steel, tool steel, stainless steel, cast iron, heat-treated steel. R 角結構適合切削高硬度材, 刀尖不易崩裂, 並可替代小徑球型銑刀, 可作清角和曲面銑削 The R corner configuration is excellent for cutting high hardness materials without edge collapse. Also, It's replacable for small radius ball end mill, and permitting for corner cleaning and curving surface milling. 單位 /Unit : mm 型號 EDP NO. 刃徑 D Flute Dia. R 徑 Radius 刃長 1 ength of Cut 全長 Overall ength 柄徑 d Shank Diameter 刃數 Flute Number AK45 AK925 2ECR-D3.050R R ECR-D4.050R R ECR-D4.050R R ECR-D5.050R R ECR-D5.050R R ECR-D6.050R R ECR-D6.050R R ECR-D8.060R R ECR-D8.060R R ECR-D10.075R R ECR-D10.075R R ECR-D12.075R R ECR-D12.075R R 註 : 有 者表示有庫存 NOTE: means items in stock 切削條件表請參考第 89 頁 61
62 鎢鋼 4 刃圓鼻立銑刀 TUNGSTEN CARBIDE 4-FUTE CORNER RADIUS END MI 45º 1 ød(h7) ød(h6) 超細微粒碳化鎢材質 Micro-Grain Tungsten Carbide R 適合材質 : 碳素鋼 模具鋼 合金鋼 工具鋼 不鏽鋼 鑄鐵 熱處理鋼料 Applicable material: Carbon steel, mold steel, alloy steel, tool steel, stainless steel, cast iron, heat-treated steel. R 角結構適合切削高硬度材, 刀尖不易崩裂, 並可替代小徑球型銑刀, 可作清角和曲面銑削 The R corner configuration is excellent for cutting high hardness materials without edge collapse. Also, It's replacable for small radius ball end mill, and permitting for corner cleaning and curving surface milling. 單位 /Unit : mm 型號 EDP NO. 刃徑 D Flute Dia. R 徑 Radius 刃長 1 ength of Cut 全長 Overall ength 柄徑 d Shank Diameter 刃數 Flute Number AK45 AK925 4ECR-D3.050R R ECR-D4.050R R ECR-D4.050R R ECR-D5.050R R ECR-D5.050R R ECR-D6.050R R ECR-D6.050R R ECR-D8.060R R ECR-D8.060R R ECR-D10.075R R ECR-D10.075R R ECR-D12.075R R ECR-D12.075R R 註 : 有 者表示有庫存 NOTE: means items in stock 切削條件表請參考第 90 頁 62
63 鎢鋼 4 刃圓鼻立銑刀 TUNGSTEN CARBIDE 4-FUTE CORNER RADIUS END MI 38º D 1 超細微粒碳化鎢材質 Micro-Grain Tungsten Carbide ød(h7) R ød(h6) 適合材質 : 碳素鋼 模具鋼 合金鋼 工具鋼 不鏽鋼 鑄鐵 熱處理鋼料 Applicable material: Carbon steel, mold steel, alloy steel, tool steel, stainless steel, cast iron, heat-treated steel. R 角結構適合切削高硬度材, 刀尖不易崩裂, 並可替代小徑球型銑刀, 可作清角和曲面銑削 The R corner configuration is excellent for cutting high hardness materials without edge collapse. Also, It's replacable for small radius ball end mill, and permitting for corner cleaning and curving surface milling. 單位 /Unit : mm 型號 EDP NO. 刃徑 D Flute Dia. R 徑 Radius 刃長 1 ength of Cut 全長 Overall ength D Effective ength 柄徑 d Shank Diameter 刃數 Flute Number AK45 AK925 64ECR-D3.050R R ECR-D3.050R R ECR-D4.050R R ECR-D4.050R R ECR-D5.050R R ECR-D5.050R R ECR-D6.050R R ECR-D6.050R R ECR-D8.063R R ECR-D8.063R R ECR-D10.075R R ECR-D10.075R R ECR-D12.075R R ECR-D12.075R R ECR-D4.075R R ECR-D4.075R R ECR-D5.075R R ECR-D5.075R R ECR-D6.0100R R ECR-D6.0100R R ECR-D8.0100R R ECR-D8.0100R R ECR-D R R ECR-D R R ECR-D R R ECR-D R R 註 : 有 者表示有庫存 NOTE: means items in stock 切削條件表請參考第 90 頁 63
64 鎢鋼 5,6 刃圓鼻立銑刀 TUNGSTEN CARBIDE 5,6-FUTE CORNER RADIUS END MI 45º 1 ød(h7) ød(h6) 超細微粒碳化鎢材質 Micro-Grain Tungsten Carbide R 適合材質 : 碳素鋼 模具鋼 合金鋼 工具鋼 不鏽鋼 鑄鐵 熱處理鋼料 Applicable material: Carbon steel, mold steel, alloy steel, tool steel, stainless steel, cast iron, heat-treated steel. R 角結構適合切削高硬度材, 刀尖不易崩裂, 並可替代小徑球型銑刀, 可作清角和曲面銑削 The R corner configuration is excellent for cutting high hardness materials without edge collapse. Also, It's replacable for small radius ball end mill, and permitting for corner cleaning and curving surface milling. 單位 /Unit : mm 型號 EDP NO. 刃徑 D Flute Dia. R 徑 Radius 刃長 1 ength of Cut 全長 Overall ength D Effective ength 柄徑 d Shank Diameter 刃數 Flute Number AK925 65ECR-D5.050R R ECR-D6.050R R ECR-D6.050R R ECR-D8.060R R ECR-D8.060R R ECR-D10.075R R ECR-D10.075R R ECR-D12.075R R ECR-D12.075R R ECR-D8.063R R ECR-D8.063R R ECR-D10.075R R ECR-D10.075R R ECR-D12.075R R ECR-D12.075R R 註 : 有 者表示有庫存 NOTE: means items in stock 64
65 鎢鋼 4 刃口袋型立銑刀 TUNGSTEN CARBIDE 4-FUTE POCKET TYPE END MI 45º 1 ød(h7) ød(h6) 超細微粒碳化鎢材質 Micro-Grain Tungsten Carbide 適合材質 : 碳素鋼 模具鋼 合金鋼 工具鋼 不鏽鋼 鑄鐵 熱處理鋼料 焊補鋼料 Applicable material: Carbon steel, mold steel, alloy steel, tool steel, stainless steel, cast iron, heat-treated steel, welded steel. 強力推薦使用於不鏽鋼加工 Especially ideal for cutting stainless steel. 單位 /Unit : mm 型號 EDP NO. 刃徑 D Flute Dia. 刃長 1 ength of Cut 全長 Overall ength 柄徑 d Shank Diameter 刃數 Flute Number AK45 AK925 4EP-D EP-D EP-D EP-D EP-D EP-D EP-D EP-D EP-D EP-D EP-D EP-D EP-D EP-D EP-D EP-D EP-D EP-D EP-D EP-D EP-D EP-D EP-D EP-D EP-D EP-D 註 : 有 者表示有庫存 NOTE: means items in stock 切削條件表請參考第 91 頁 65

66 鎢鋼 4 刃內 R 倒角立銑刀 TUNGSTEN CARBIDE 4-FUTE INTERNA R CHAMFERING END MI 10º 1 ød(h7) ød(h6) 超細微粒碳化鎢材質 Micro-Grain Tungsten Carbide R 適合材質 : 碳素鋼 模具鋼 合金鋼 工具鋼 不鏽鋼 鑄鐵 熱處理鋼料 焊補鋼料 Applicable material: Carbon steel, mold steel, alloy steel, tool steel, stainless steel, cast iron, heat-treated steel, welded steel. 單位 /Unit : mm 型號 EDP NO. 刃徑 D Flute Dia. R 徑 Radius 刃長 1 ength of Cut 全長 Overall ength 柄徑 d Shank Diameter Ds 徑 Flute Flute Dia 刃數 Flute Number AK45 AK925 4EIR-D6.050-R R EIR-D6.050-R R EIR-D8.060-R R EIR-D R R EIR-D R R EIR-D R R EIR-D R R EIR-D R R 註 : 有 者表示有庫存 NOTE: means items in stock 切削條件表請參考第 92 頁 66
67 全鎢鋼三刃倒角刀 TUNGSTEN CARBIDE 3-FUTE CHAMFERING END MI 鎢鋼材質高硬度 耐摩耗, 鑽頂角 Tungsten Carbide material, high hardness, high wear resistance, point angle 90 or 120 適用材質 : 銅一般鋼料 合金鋼 不鏽鋼 銅 鋁 鑄鐵 Applicable materials: General steel, alloy steel, stainless steel, copper, aluminum, cast iron. 型號 EDP NO. ß 直徑 ØD 刃長 2 全長 柄徑 Ød 柄徑 Ød 3CMF-D CMF-D CMF-D CMFS-D CMFS-D 全鎢鋼倒角刀 TUNGSTEN CARBIDE CHAMFERING END MI 型號 EDP NO. ß 直徑 ØD 全長 柄徑 Ød 刃數 Z AK45 4CMFS CMFS CMFS CMFS CMFS 型號 EDP NO. ß 直徑 ØD 全長 柄徑 Ød 刃數 Z AK45 4CMFS CMFS CMFS CMFS CMFS ød 67
68 鎢鋼 4 刃重切削立銑刀 TUNGSTEN CARBIDE 4-FUTE HEAVY DUTY END MI 45º 1 超細微粒碳化鎢材質 Micro-Grain Tungsten Carbide ød(h7) ød(h6) AK-45 Tungsten Carbide 0.5μm Co12% WC86.7% TC/Ta(Nb)C 1.3% 單位 /Unit : mm 型號 EDP NO. 刃徑 D Flute Dia. 刃長 1 ength of Cut 全長 Overall ength 柄徑 d Shank Diameter 刃數 Flute Number AK45 4EHS-D EHS-D EHS-D EHS-D EHS-D EHS-D EHS-D EHS-D EHS-D EH-D EH-D EH-D EH-D EH-D EH-D EH-D EH-D EH-D EHM-D EHM-D EHM-D EHM-D EHM-D EHM-D EHM-D EHM-D EHM-D EH-D EH-D EH-D EH-D EH-D EH-D EH-D EH-D EH-D 請採用剛性較強之側固定式立銑刀架挾持本刀具 註 : 有 者表示有庫存 NOTE: means items in stock 切削條件表請參考第 81 頁 68

69 鎢鋼 4 刃圓鼻重切削立銑刀 TUNGSTEN CARBIDE 4-FUTE CORNER RADIUS HEAVY DUTY END MI 45º 1 ød(h7) ød(h6) 超細微粒碳化鎢材質 Micro-Grain Tungsten Carbide 主要特性 : R 角結構適合切削高硬度材質, 刀尖不易崩裂, 並可替代小徑球形銑刀, 可作清角和曲面銑削 Feature: The R corner configuration is excellent for cutting high hardness materials without edge collapse. Also, It's replacable for small radius ball end mill, and permitting for corner cleaning and curving surface milling. R 單位 /Unit : mm 型號 EDP NO. 刃徑 D Flute Dia. 刃長 1 ength of Cut 圓角 R Nose R 全長 Overall ength 柄徑 d Shank Diameter 刃數 Flute Number AK45 4EHCR-D3.050R EHCR-D3.050R EHCR-D4.050R EHCR-D4.050R EHCR-D4.050R EHCR-D5.050R EHCR-D5.050R EHCR-D5.050R EHCR-D6.050R EHCR-D6.050R EHCR-D6.050R EHCR-D8.060R EHCR-D8.060R EHCR-D8.060R EHCR-D8.060R EHCR-D8.060R EHCR-D10.075R EHCR-D10.075R EHCR-D10.075R EHCR-D10.075R EHCR-D10.075R EHCR-D10.075R EHCR-D12.075R EHCR-D12.075R EHCR-D12.075R EHCR-D12.075R EHCR-D12.075R EHCR-D16.080R EHCR-D16.080R EHCR-D16.080R EHCR-D16.080R EHCR-D R EHCR-D R EHCR-D R EHCR-D R 請採用剛性較強之側固定式立銑刀架挾持本刀具 註 : 有 者表示有庫存 NOTE: means items in stock 69 切削條件表請參考第 90 頁
70 鎢鋼 4 刃粗銑立銑刀 TUNGSTEN CARBIDE 4-FUTE ROUGHING END MI 30º 1 ød(h7) ød(h6) 超細微粒碳化鎢材質 Micro-Grain Tungsten Carbide C 適合材質 : 碳素鋼 模具鋼 合金鋼 工具鋼 不鏽鋼 鑄鐵 熱處理鋼料 焊補鋼料 Applicable materials: Carbon steel, mold steel, alloy steel, tool steel, stainless steel, cast iron, heat-treated steel, welded steel. 單位 /Unit : mm 型號 EDP NO. 刃徑 D Flute Dia. 刃長 1 ength of Cut 刀尖倒角 C 全長 Overall ength 柄徑 d Shank Diameter 刃數 Flute Number AK45 4EQ-D EQ-D EQ-D EQ-D EQ-D EQ-D EQ-D EQ-D EQ-D EQ-D 註 : 有 者表示有庫存 NOTE: means items in stock 切削條件表請參考第 80 頁 70
71 全鎢鋼鉸刀 TUNGSTEN CARBIDE REAMERS 適合材質 : 一般鋼料 合金鋼 模具鋼 不鏽鋼 銅 鋁 鑄鐵 Applicable material: General steel,alloy steel, mold steel, stainless steel, copper, aluminum, cast iron. ød 1 ød 單位 :Unit: mm 公差 H7 型號 EDP NO. 直徑 DØ Diameter 刃長 1 ength of Cut 全長 Overall ength 柄徑 d Shank Diameter 刃數 Flute Number SRM478-D SRM478-D SRM478-D SRM478-D SRM478-D SRM478-D SRM478-D SRM478-D SRM478-D SRM478-D SRM478-D SRM478-D SRM478-D SRM478-D SRM478-D SRM478-D SRM478-D SRM478-D SRM478-D SRM478-D SRM478-D SRM478-D SRM478-D SRM478-D SRM478-D SRM478-D SRM478-D SRM478-D SRM478-D SRM478-D SRM678-D SRM678-D SRM678-D SRM678-D 註 : 有 者表示有庫存 NOTE: means items in stock 71
72 全鎢鋼鉸刀 TUNGSTEN CARBIDE REAMERS 適合材質 : 一般鋼料 合金鋼 模具鋼 不鏽鋼 銅 鋁 鑄鐵 Applicable material: General steel,alloy steel, mold steel, stainless steel, copper, aluminum, cast iron. ød 1 ød 單位 :Unit: mm 公差 H7 型號 EDP NO. 直徑 DØ Diameter 刃長 1 ength of Cut 全長 Overall ength 柄徑 d Shank Diameter 刃數 Flute Number SRM678-D SRM478-D SRM678-D SRM478-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D 註 : 有 者表示有庫存 NOTE: means items in stock 72
73 全鎢鋼鉸刀 TUNGSTEN CARBIDE REAMERS 適合材質 : 一般鋼料 合金鋼 模具鋼 不鏽鋼 銅 鋁 鑄鐵 Applicable material: General steel,alloy steel, mold steel, stainless steel, copper, aluminum, cast iron. ød 1 ød 單位 :Unit: mm 公差 H7 型號 EDP NO. 直徑 DØ Diameter 刃長 1 ength of Cut 全長 Overall ength 柄徑 d Shank Diameter 刃數 Flute Number SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D SRM678-D 註 : 有 者表示有庫存 NOTE: means items in stock 73
74 2BE 鎢鋼 2 刃球型立銑刀 超細微粒碳化鎢材質 ( 一般 M/C 使用 ) 被切削材 WORKPIECE 鐵材 碳素鋼 鑄鐵 合金鋼 工具鋼 SS41 S45C S50C SCM SNCM SK SKS FC250 FCD 合金鋼 工具鋼 模具鋼 不鏽鋼 SCM SKD NAK101 SUS304 TUNGSTEN CARBIDE 2-FUTE BA END MI Micro-Grain Tungsten carbide(for General Machining Center) 熱處理鋼 鈦合金 HEAT RESISTANT AOY STEES TITANIUM AOYS 熱處理鋼 耐熱合金 鎳基合金 HARDENED STEES 硬度 HARDNESS ~ 300 HB 30 ~ 45 HRC 45 ~55 HRC 55 ~65 HRC 立銑刀 R 徑 mm END MI ''radius'' mm rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) R ~ ~ ~ ~ ~ ~ ~ ~220 R ~ ~ ~ ~ ~ ~ ~ ~220 R ~ ~ ~ ~ ~ ~ ~ ~220 R ~ ~ ~ ~ ~ ~ ~ ~250 R ~ ~ ~ ~ ~ ~ ~ ~250 R ~ ~ ~ ~ ~ ~ ~ ~250 R ~ ~ ~ ~ ~ ~ ~ ~250 R ~ ~ ~ ~ ~ ~ ~ ~250 R ~ ~ ~ ~ ~ ~ ~ ~250 R ~ ~ ~ ~ ~ ~ ~ ~250 R ~ ~ ~ ~ ~ ~ ~900 80~250 R ~ ~ ~ ~ ~900 80~ ~700 60~180 R ~ ~ ~ ~ ~800 80~ ~500 60~180 最大切削量 Max. Cutting Ka = ~0.06 R 粗加工時 Ka = ~0.2 R Ka = ~0.03 R Pf = ~0.1 R Coarse Cutting Pf = ~0.5 R Pf = ~0.05 R 鎢鋼 2 刃球型立銑刀 超細微粒碳化鎢材質 ( 高速 M/C 使用 ) 被切削材 WORKPIECE 鐵材 碳素鋼 鑄鐵 合金鋼 工具鋼 SS41 S45C S50C SCM SNCM SK SKS FC250 FCD 合金鋼 工具鋼 模具鋼 不鏽鋼 SCM SKD NAK101 SUS304 TUNGSTEN CARBIDE 2-FUTE BA END MI Micro-Grain Tungsten carbide(for High Speed Machining Center) 熱處理鋼 鈦合金 HEAT RESISTANT AOY STEES TITANIUM AOYS 熱處理鋼 耐熱合金 鎳基合金 HARDENED STEES 硬度 HARDNESS ~ 300 HB 30 ~ 45 HRC 45 ~55 HRC 55 ~65 HRC 立銑刀 R 徑 mm END MI ''radius'' mm rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) R ~ ~ ~ ~ ~ ~ ~ ~250 R ~ ~ ~ ~ ~ ~ ~ ~250 R ~ ~ ~ ~ ~ ~ ~ ~250 R ~ ~ ~ ~ ~ ~ ~ ~280 R ~ ~ ~ ~ ~ ~ ~ ~280 R ~ ~ ~ ~ ~ ~ ~ ~280 R ~ ~ ~ ~ ~ ~ ~ ~250 R ~ ~ ~ ~ ~ ~ ~ ~250 R ~ ~ ~ ~ ~ ~ ~ ~250 R ~ ~ ~ ~ ~ ~ ~ ~250 R ~ ~ ~ ~ ~ ~ ~ ~250 R ~ ~ ~ ~ ~ ~ ~ ~250 R ~ ~ ~ ~ ~ ~ ~ ~250 最大切削量 Max. Cutting Ka = ~0.03 R Pf = ~0.05 R Ka = ~0.015 R Pf = ~0.025 R 74
75 3BE 鎢鋼 3 刃球型立銑刀 超細微粒碳化鎢材質 ( 一般 M/C 使用 ) 被切削材 WORKPIECE 鐵材 碳素鋼 鑄鐵 合金鋼 工具鋼 SS41 S45C S50C SCM SNCM SK SKS FC250 FCD 合金鋼 工具鋼 模具鋼 不鏽鋼 SCM SKD NAK101 SUS304 TUNGSTEN CARBIDE 3-FUTE BA END MI Micro-Grain Tungsten carbide(for General Machining Center) 熱處理鋼 鈦合金 HEAT RESISTANT AOY STEES TITANIUM AOYS 熱處理鋼 耐熱合金 鎳基合金 HARDENED STEES 硬度 HARDNESS ~ 300 HB 30 ~ 45 HRC 45 ~55 HRC 55 ~65 HRC 立銑刀 R 徑 mm END MI ''radius'' mm rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) R ~ ~ ~ ~ ~ ~ ~ ~500 R ~ ~ ~ ~ ~ ~ ~ ~500 R ~ ~ ~ ~ ~ ~ ~ ~500 R ~ ~ ~ ~ ~ ~ ~ ~500 R ~ ~ ~ ~ ~ ~ ~ ~500 R ~ ~ ~ ~ ~ ~ ~900 80~500 R ~ ~ ~ ~ ~900 80~ ~700 60~360 R ~ ~ ~ ~ ~800 80~ ~500 60~360 最大切削量 Max. Cutting Ka = ~0.1 R Pf = ~0.3 R 粗加工時 Coarse Cutting Ka = ~0.3 R Pf = ~0.2 R Ka = ~0.05 R Pf = ~0.15 R Ka = ~0.15 R Pf = ~0.05 R 鎢鋼 3 刃球型立銑刀 超細微粒碳化鎢材質 ( 高速 M/C 使用 ) 被切削材 WORKPIECE 鐵材 碳素鋼 鑄鐵 合金鋼 工具鋼 SS41 S45C S50C SCM SNCM SK SKS FC250 FCD 合金鋼 工具鋼 模具鋼 不鏽鋼 SCM SKD NAK101 SUS304 TUNGSTEN CARBIDE 3-FUTE BA END MI Micro-Grain Tungsten carbide(for High Speed Machining Center) 熱處理鋼 鈦合金 HEAT RESISTANT AOY STEES TITANIUM AOYS 熱處理鋼 耐熱合金 鎳基合金 HARDENED STEES 硬度 HARDNESS ~ 300 HB 30 ~ 45 HRC 45 ~55 HRC 55 ~65 HRC 立銑刀 R 徑 mm END MI ''radius'' mm rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) R ~ ~ ~ ~ ~ ~ ~ ~560 R ~ ~ ~ ~ ~ ~ ~ ~500 R ~ ~ ~ ~ ~ ~ ~ ~500 R ~ ~ ~ ~ ~ ~ ~ ~500 R ~ ~ ~ ~ ~ ~ ~ ~500 R ~ ~ ~ ~ ~ ~ ~ ~500 R ~ ~ ~ ~ ~ ~ ~ ~500 R ~ ~ ~ ~ ~ ~ ~ ~500 最大切削量 Max. Cutting Ka = ~0.03 R Pf = ~0.05 R Ka = ~0.015 R Pf = ~0.025 R 75
76 4BE 鎢鋼 4 刃球型立銑刀 超細微粒碳化鎢材質 ( 一般 M/C 使用 ) 被切削材 WORKPIECE 鐵材 碳素鋼 鑄鐵 合金鋼 工具鋼 SS41 S45C S50C SCM SNCM SK SKS FC250 FCD 合金鋼 工具鋼 模具鋼 不鏽鋼 SCM SKD NAK101 SUS304 TUNGSTEN CARBIDE 4-FUTE BA END MI Micro-Grain Tungsten carbide(for General Machining Center) 熱處理鋼 鈦合金 HEAT RESISTANT AOY STEES TITANIUM AOYS 熱處理鋼 耐熱合金 鎳基合金 HARDENED STEES 硬度 HARDNESS ~ 300 HB 30 ~ 45 HRC 45 ~55 HRC 55 ~65 HRC 立銑刀 R 徑 mm END MI ''radius'' mm rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) R ~ ~ ~ ~ ~ ~ ~ ~500 R ~ ~ ~ ~ ~ ~ ~ ~500 R ~ ~ ~ ~ ~ ~ ~ ~500 R ~ ~ ~ ~ ~ ~ ~ ~500 R ~ ~ ~ ~ ~ ~ ~ ~500 R ~ ~ ~ ~ ~ ~ ~900 80~500 R ~ ~ ~ ~ ~900 80~ ~700 60~360 R ~ ~ ~ ~ ~800 80~ ~500 60~360 最大切削量 Max. Cutting Ka = ~0.1 R Pf = ~0.3 R 粗加工時 Coarse Cutting Ka = ~0.3 R Pf = ~0.2 R Ka = ~0.05 R Pf = ~0.15 R Ka = ~0.15 R Pf = ~0.05 R 鎢鋼 4 刃球型立銑刀 超細微粒碳化鎢材質 ( 高速 M/C 使用 ) 被切削材 WORKPIECE 鐵材 碳素鋼 鑄鐵 合金鋼 工具鋼 SS41 S45C S50C SCM SNCM SK SKS FC250 FCD 合金鋼 工具鋼 模具鋼 不鏽鋼 SCM SKD NAK101 SUS304 TUNGSTEN CARBIDE 4-FUTE BA END MI Micro-Grain Tungsten carbide(for High Speed Machining Center) 熱處理鋼 鈦合金 HEAT RESISTANT AOY STEES TITANIUM AOYS 熱處理鋼 耐熱合金 鎳基合金 HARDENED STEES 硬度 HARDNESS ~ 300 HB 30 ~ 45 HRC 45 ~55 HRC 55 ~65 HRC 立銑刀 R 徑 mm END MI ''radius'' mm rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) R ~ ~ ~ ~ ~ ~ ~ ~560 R ~ ~ ~ ~ ~ ~ ~ ~500 R ~ ~ ~ ~ ~ ~ ~ ~500 R ~ ~ ~ ~ ~ ~ ~ ~500 R ~ ~ ~ ~ ~ ~ ~ ~500 R ~ ~ ~ ~ ~ ~ ~ ~500 R ~ ~ ~ ~ ~ ~ ~ ~500 R ~ ~ ~ ~ ~ ~ ~ ~500 最大切削量 Max. Cutting Ka = ~0.03 R Pf = ~0.05 R Ka = ~0.015 R Pf = ~0.025 R 76
77 2E 鎢鋼 2 刃立銑刀 超細微粒碳化鎢材質 ( 一般 M/C 使用 ) 被切削材 WORKPIECE 鐵材 碳素鋼 鑄鐵 合金鋼 工具鋼 SS41 S45C S50C SCM SNCM SK SKS FC250 FCD 合金鋼 工具鋼 模具鋼 不鏽鋼 SCM SKD NAK101 SUS304 TUNGSTEN CARBIDE 2-FUTE BA END MI Micro-Grain Tungsten carbide(for General Machining Center) 熱處理鋼 鈦合金 HEAT RESISTANT AOY STEES TITANIUM AOYS 熱處理鋼 耐熱合金 鎳基合金 HARDENED STEES 硬度 HARDNESS ~ 300 HB 30 ~ 45 HRC 45 ~55 HRC 55 ~65 HRC 立銑刀 R 徑 mm END MI ''radius'' mm rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) D ~ ~ ~ ~ ~ ~ ~ ~35 D ~ ~ ~ ~ ~ ~ ~ ~40 D ~ ~ ~ ~ ~ ~ ~ ~50 D ~ ~ ~ ~ ~ ~60 900~ ~60 D ~ ~ ~ ~ ~ ~60 600~ ~70 D ~ ~ ~ ~ ~ ~60 500~ ~80 D ~ ~ ~ ~ ~ ~60 350~850 40~80 D ~ ~ ~ ~ ~980 25~60 300~700 40~80 D ~ ~ ~ ~ ~800 25~60 280~600 40~80 D ~ ~ ~ ~ ~600 20~65 250~450 30~70 D ~ ~ ~ ~ ~550 20~65 200~400 25~60 D ~ ~ ~ ~ ~500 20~50 180~350 20~50 D ~ ~ ~900 50~ ~400 15~50 130~280 15~50 最大切削量 Max. Cutting D = ~3 mm Ka = ~0.3 D D = 3 mm ~Ka = ~0.5 D D = ~3 mm Ka = ~0.02D D = 3 mm ~Ka = ~0.05 D 鎢鋼 2 刃立銑刀 TUNGSTEN CARBIDE 2-FUTE FUTE END MI 超細微粒碳化鎢材質 ( 高速 M/C 使用 ) 被切削材 WORKPIECE 鐵材 碳素鋼 鑄鐵 合金鋼 工具鋼 SS41 S45C S50C SCM SNCM SK SKS FC250 FCD 合金鋼 工具鋼 模具鋼 不鏽鋼 SCM SKD NAK101 SUS304 Micro-Grain Tungsten carbide(for High Speed Machining Center) 熱處理鋼 鈦合金 HEAT RESISTANT AOY STEES TITANIUM AOYS 熱處理鋼 耐熱合金 鎳基合金 HARDENED STEES 硬度 HARDNESS ~ 300 HB 30 ~ 45 HRC 45 ~55 HRC 55 ~65 HRC 立銑刀 R 徑 mm END MI ''radius'' mm rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) D ~ ~ ~ ~ ~ ~ ~ ~35 D ~ ~ ~ ~ ~ ~ ~ ~40 D ~ ~ ~ ~ ~ ~ ~ ~60 D ~ ~ ~ ~ ~ ~90 900~ ~60 D ~ ~ ~ ~ ~ ~ ~ ~70 D ~ ~ ~ ~ ~ ~ ~ ~70 D ~ ~ ~ ~ ~ ~ ~850 30~70 D ~ ~ ~ ~ ~980 40~ ~700 30~70 D ~ ~ ~ ~ ~800 30~90 280~600 25~60 D ~ ~ ~ ~ ~600 30~90 250~450 25~60 D ~ ~ ~ ~ ~550 30~90 200~400 25~60 D ~ ~ ~ ~ ~500 20~90 180~350 15~60 D ~ ~ ~900 60~ ~400 20~90 130~280 15~60 最大切削量 Max. Cutting Ka = ~2.5 D W = ~0.05 D Ka = ~2.5 D W = ~0.025 D 77
78 3E 鎢鋼 3 刃立銑刀 超細微粒碳化鎢材質 ( 一般 M/C 使用 ) 被切削材 WORKPIECE 鐵材 碳素鋼 鑄鐵 合金鋼 工具鋼 SS41 S45C S50C SCM SNCM SK SKS FC250 FCD 合金鋼 工具鋼 模具鋼 不鏽鋼 SCM SKD NAK101 SUS304 TUNGSTEN CARBIDE 3-FUTE END MI Micro-Grain Tungsten carbide(for General Machining Center) 熱處理鋼 鈦合金 HEAT RESISTANT AOY STEES TITANIUM AOYS 熱處理鋼 耐熱合金 鎳基合金 HARDENED STEES 硬度 HARDNESS ~ 300 HB 30 ~ 45 HRC 45 ~55 HRC 55 ~65 HRC 立銑刀 R 徑 mm END MI ''radius'' mm rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) D ~ ~ ~ ~ ~ ~ ~ ~75 D ~ ~ ~ ~ ~ ~90 900~ ~90 D ~ ~ ~ ~ ~ ~90 600~ ~105 D ~ ~ ~ ~ ~ ~90 500~ ~120 D ~ ~ ~ ~ ~ ~90 350~850 40~120 D ~ ~ ~ ~ ~ ~90 300~700 40~120 D ~ ~ ~ ~ ~ ~90 280~600 40~120 D ~ ~ ~ ~ ~600 20~95 250~450 30~105 最大切削量 Max. Cutting D = ~3 mm Ka = ~0.3 D D = 3 mm ~Ka = ~0.5 D D = ~3 mm Ka = ~0.02D D = 3 mm ~Ka = ~0.05 D 鎢鋼 3 刃立銑刀 TUNGSTEN CARBIDE 3-FUTE END MI 超細微粒碳化鎢材質 ( 高速 M/C 使用 ) 被切削材 WORKPIECE 鐵材 碳素鋼 鑄鐵 合金鋼 工具鋼 SS41 S45C S50C SCM SNCM SK SKS FC250 FCD 合金鋼 工具鋼 模具鋼 不鏽鋼 SCM SKD NAK101 SUS304 Micro-Grain Tungsten carbide(for High Speed Machining Center) 熱處理鋼 鈦合金 HEAT RESISTANT AOY STEES TITANIUM AOYS 熱處理鋼 耐熱合金 鎳基合金 HARDENED STEES 硬度 HARDNESS ~ 300 HB 30 ~ 45 HRC 45 ~55 HRC 55 ~65 HRC 立銑刀 R 徑 mm END MI ''radius'' mm rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) D ~ ~ ~ ~ ~ ~ ~ ~90 D ~ ~ ~ ~ ~ ~ ~ ~90 D ~ ~ ~ ~ ~ ~ ~ ~105 D ~ ~ ~ ~ ~ ~ ~ ~105 D ~ ~ ~ ~ ~ ~ ~850 30~105 D ~ ~ ~ ~ ~980 40~ ~700 30~105 D ~ ~ ~ ~ ~800 30~ ~600 25~90 D ~ ~ ~ ~ ~600 30~ ~450 25~90 最大切削量 Max. Cutting Ka = ~2.5 D W = ~0.05 D Ka = ~2.5 D W = ~0.025 D 78
79 2TP 鎢鋼 2 刃斜度立銑刀 超細微粒碳化鎢 2 刃斜度立銑刀 被切削材 WORKPIECE 鐵材 碳素鋼 鑄鐵 合金鋼 工具鋼 SS41 S45C S50C SCM SNCM SK SKS FC250 FCD 合金鋼 工具鋼 模具鋼 不鏽鋼 SCM SKD NAK101 SUS304 TUNGSTEN CARBIDE TAPER 2-FUTE END MI Micro-Grain Tungsten carbide 熱處理鋼 鈦合金 HEAT RESISTANT AOY STEES TITANIUM AOYS 熱處理鋼 耐熱合金 鎳基合金 HARDENED STEES 硬度 HARDNESS ~ 300 HB 30 ~ 45 HRC 45 ~55 HRC 55 ~65 HRC 立銑刀 R 徑 mm END MI ''radius'' mm rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) D ~ ~ ~ ~ ~ ~ ~ ~23 D ~ ~ ~ ~ ~ ~ ~ ~28 D ~ ~ ~ ~ ~ ~ ~ ~35 D ~ ~ ~ ~ ~ ~ ~ ~40 D ~ ~ ~ ~ ~ ~65 700~900 15~25 D ~ ~ ~ ~ ~ ~65 600~700 15~25 D ~ ~ ~ ~ ~ ~65 500~600 15~25 最大切削量 Max. Cutting Ka = ~2.5 D W = ~0.02 D Ka = ~2.5 D W = ~0.01 D 4TP 鎢鋼 4 刃斜度立銑刀 TUNGSTEN CARBIDE TAPER 4-FUTE FUTE END MI 超細微粒碳化鎢 4 刃斜度立銑刀 被切削材 WORKPIECE 鐵材 碳素鋼 鑄鐵 合金鋼 工具鋼 SS41 S45C S50C SCM SNCM SK SKS FC250 FCD 合金鋼 工具鋼 模具鋼 不鏽鋼 SCM SKD NAK101 SUS304 Micro-Grain Tungsten carbide 熱處理鋼 鈦合金 HEAT RESISTANT AOY STEES TITANIUM AOYS 熱處理鋼 耐熱合金 鎳基合金 HARDENED STEES 硬度 HARDNESS ~ 300 HB 30 ~ 45 HRC 45 ~55 HRC 55 ~65 HRC 立銑刀 R 徑 mm END MI ''radius'' mm rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) D ~ ~ ~ ~ ~ ~80 600~700 20~35 D ~ ~ ~ ~ ~ ~ ~600 25~40 D ~ ~ ~ ~ ~ ~65 700~900 15~25 D ~ ~ ~ ~ ~ ~80 600~700 20~35 D ~ ~ ~ ~ ~ ~ ~600 25~40 最大切削量 Max. Cutting Ka = ~2.5 D W = ~0.02 D Ka = ~2.5 D W = ~0.01 D 79
80 4E 鎢鋼 4 刃立銑刀 超細微粒碳化鎢材質 ( 一般 M/C 使用 ) 被切削材 WORKPIECE 鐵材 碳素鋼 鑄鐵 合金鋼 工具鋼 SS41 S45C S50C SCM SNCM SK SKS FC250 FCD 合金鋼 工具鋼 模具鋼 不鏽鋼 SCM SKD NAK101 SUS304 TUNGSTEN CARBIDE 4-FUTE END MI Micro-Grain Tungsten carbide(for General Machining Center) 熱處理鋼 鈦合金 HEAT RESISTANT AOY STEES TITANIUM AOYS 熱處理鋼 耐熱合金 鎳基合金 HARDENED STEES 硬度 HARDNESS ~ 300 HB 30 ~ 45 HRC 45 ~55 HRC 55 ~65 HRC 立銑刀 R 徑 mm END MI ''radius'' mm rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) D ~ ~ ~ ~ ~ ~ ~ ~100 D ~ ~ ~ ~ ~ ~ ~ ~120 D ~ ~ ~ ~ ~ ~ ~ ~140 D ~ ~ ~ ~ ~ ~ ~ ~160 D ~ ~ ~ ~ ~ ~ ~900 60~160 D ~ ~ ~ ~ ~900 60~ ~800 60~160 D ~ ~ ~ ~ ~700 60~ ~600 60~160 D ~ ~ ~ ~ ~500 50~ ~500 50~140 D ~ ~ ~ ~ ~450 40~ ~400 35~120 D ~ ~ ~ ~ ~360 40~ ~380 30~100 D ~ ~ ~800 80~ ~300 30~ ~300 25~100 最大切削量 Max. Cutting Ka = ~0.25 D Ka = ~0.05 D 鎢鋼 4 刃立銑刀 TUNGSTEN CARBIDE 4-FUTE END MI 超細微粒碳化鎢材質 ( 高速 M/C 使用 ) 被切削材 WORKPIECE 鐵材 碳素鋼 鑄鐵 合金鋼 工具鋼 SS41 S45C S50C SCM SNCM SK SKS FC250 FCD 合金鋼 工具鋼 模具鋼 不鏽鋼 SCM SKD NAK101 SUS304 Micro-Grain Tungsten carbide(for High Speed Machining Center) 熱處理鋼 鈦合金 HEAT RESISTANT AOY STEES TITANIUM AOYS 熱處理鋼 耐熱合金 鎳基合金 HARDENED STEES 硬度 HARDNESS ~ 300 HB 30 ~ 45 HRC 45 ~55 HRC 55 ~65 HRC 立銑刀 R 徑 mm END MI ''radius'' mm rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) D ~ ~ ~ ~ ~ ~ ~ ~120 D ~ ~ ~ ~ ~ ~ ~ ~120 D ~ ~ ~ ~ ~ ~ ~ ~140 D ~ ~ ~ ~ ~ ~ ~ ~140 D ~ ~ ~ ~ ~ ~ ~850 70~140 D ~ ~ ~ ~ ~980 80~ ~700 70~140 D ~ ~ ~ ~ ~800 80~ ~600 70~120 D ~ ~ ~ ~ ~600 60~ ~450 50~120 D ~ ~ ~ ~ ~550 60~ ~400 40~120 D ~ ~ ~ ~ ~500 50~ ~350 40~120 D ~ ~ ~ ~ ~400 40~ ~280 30~120 最大切削量 Max. Cutting Ka = ~1.5 D W = ~0.05 D Ka = ~1.0 D W = ~0.02 D 80
81 4EH, 4EHCR 極細微粒碳化鋼 4 刃立銑刀 超細微粒碳化鎢材質 ( 一般 M/C 使用 ) 被切削材 WORKPIECE 鐵材 碳素鋼 鑄鐵 合金鋼 工具鋼 SS41 S45C S50C SCM SNCM SK SKS FC250 FCD 合金鋼 工具鋼 模具鋼 不鏽鋼 SCM SKD NAK101 SUS304 TUNGSTEN CARBIDE 4-FUTE HEAVY DUTY END MI Micro-Grain Tungsten carbide(for General Machining Center) 熱處理鋼 鈦合金 HEAT RESISTANT AOY STEES TITANIUM AOYS 熱處理鋼 耐熱合金 鎳基合金 HARDENED STEES 硬度 HARDNESS ~ 300 HB 30 ~ 45 HRC 45 ~55 HRC 55 ~65 HRC 立銑刀 R 徑 mm END MI ''radius'' mm rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) D ~ ~ ~ ~ ~ ~ ~ ~120 D ~ ~ ~ ~ ~ ~ ~ ~135 D ~ ~ ~ ~ ~ ~ ~ ~150 D ~ ~ ~ ~ ~ ~ ~ ~150 D ~ ~ ~ ~ ~ ~ ~ ~150 D ~ ~ ~ ~ ~ ~ ~ ~125 D ~ ~ ~ ~ ~ ~ ~ ~125 D ~ ~ ~ ~ ~ ~ ~550 75~95 D ~ ~ ~ ~ ~ ~ ~450 75~95 最大切削量 Max. Cutting Ka = ~0.5 D Ka = ~0.05 D 極細微粒碳化鋼 4 刃立銑刀 TUNGSTEN CARBIDE 4-FUTE CORNER RADIUS HEAVY DUTY END MI 超細微粒碳化鎢材質 ( 高速 M/C 使用 ) 被切削材 WORKPIECE 鐵材 碳素鋼 鑄鐵 合金鋼 工具鋼 SS41 S45C S50C SCM SNCM SK SKS FC250 FCD 合金鋼 工具鋼 模具鋼 不鏽鋼 SCM SKD NAK101 SUS304 Micro-Grain Tungsten carbide(for High Speed Machining Center) 熱處理鋼 鈦合金 HEAT RESISTANT AOY STEES TITANIUM AOYS 熱處理鋼 耐熱合金 鎳基合金 HARDENED STEES 硬度 HARDNESS ~ 300 HB 30 ~ 45 HRC 45 ~55 HRC 55 ~65 HRC 立銑刀 R 徑 mm END MI ''radius'' mm rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) D ~ ~ ~ ~ ~ ~ ~ ~220 D ~ ~ ~ ~ ~ ~ ~ ~220 D ~ ~ ~ ~ ~ ~ ~ ~220 D ~ ~ ~ ~ ~ ~ ~ ~220 D ~ ~ ~ ~ ~ ~ ~ ~200 D ~ ~ ~ ~ ~ ~ ~ ~185 D ~ ~ ~ ~ ~ ~ ~ ~185 D ~ ~ ~ ~ ~ ~ ~ ~185 D ~ ~ ~ ~ ~ ~ ~ ~185 最大切削量 Max. Cutting Ka = ~1.5 D W = ~0.02 D Ka = ~1.0 D W = ~0.05 D 81
82 4EQ 極細微粒碳化鋼 4 刃立銑刀 超細微粒碳化鎢材質 ( 一般 M/C 使用 ) 被切削材 WORKPIECE 鑄鐵 FC250 FCD 鐵材 碳素鋼 合金鋼 工具鋼 SS41 S45C S50C SCM SNCM SK SKS 合金鋼 工具鋼 模具鋼 SCM SKD NAK55 NAK101 TUNGSTEN CARBIDE 4-FUTE END MI Micro-Grain Tungsten carbide(for General Machining Center) 合金鋼 工具鋼 模具鋼 SUS316 SKD SUS304 鈦合金 HEAT RESISTANT AOY STEES TITANIUM AOYS 硬度 HARDNESS ~ 300 HB ~ 300 HB 30 ~40 HRC 38 ~45 HRC 45 ~55 HRC 立銑刀 R 徑 mm END MI ''radius'' mm rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~110 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~150 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~170 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~180 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~190 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~190 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~180 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~170 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~170 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~160 最大切削量 Max. Cutting Ka = ~0.75 D Ka = ~0.5 D 極細微粒碳化鋼 4 刃立銑刀 超細微粒碳化鎢材質 ( 高速 M/C 使用 ) TUNGSTEN CARBIDE 4-FUTE END MI Micro-Grain Tungsten carbide(for High Speed Machining Center) 被切削材 WORKPIECE 鑄鐵 FC250 FCD 鐵材 碳素鋼 合金鋼 工具鋼 SS41 S45C S50C SCM SNCM SK SKS 合金鋼 工具鋼 模具鋼 SCM SKD NAK55 NAK101 合金鋼 工具鋼 模具鋼 SUS316 SKD SUS304 鈦合金 HEAT RESISTANT AOY STEES TITANIUM AOYS 硬度 HARDNESS ~ 300 HB ~ 300 HB 30 ~40 HRC 38 ~45 HRC 45 ~55 HRC 立銑刀 R 徑 mm END MI ''radius'' mm rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~130 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~180 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~180 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~200 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~210 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~210 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~210 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~200 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~180 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~180 最大切削量 Max. Cutting Ka = ~1.5 D W = ~0.4 D Ka = ~1.5 D W = ~0.3 D 82
83 6E, 8E 鎢鋼 6 刃 &8 刃立銑刀 超細微粒碳化鎢材質 ( 一般 M/C 使用 ) 被切削材 WORKPIECE 鐵材 碳素鋼 鑄鐵 合金鋼 工具鋼 SS41 S45C S50C SCM SNCM SK SKS FC250 FCD 合金鋼 工具鋼 模具鋼 不鏽鋼 SCM SKD NAK101 SUS304 TUNGSTEN CARBIDE 6-FUTE & 8-FUTE END MI Micro-Grain Tungsten carbide(for General Machining Center) 熱處理鋼 鈦合金 HEAT RESISTANT AOY STEES TITANIUM AOYS 熱處理鋼 耐熱合金 鎳基合金 HARDENED STEES 硬度 HARDNESS ~ 300 HB 30 ~ 45 HRC 45 ~55 HRC 55 ~65 HRC 立銑刀 R 徑 mm END MI ''radius'' mm rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) D ~ ~ ~ ~ ~ ~ ~ ~270 D ~ ~ ~ ~ ~ ~ ~ ~270 D ~ ~ ~ ~ ~ ~ ~ ~270 D ~ ~ ~ ~ ~ ~ ~600 80~200 D ~ ~ ~ ~ ~ ~ ~550 60~160 D ~ ~ ~ ~ ~ ~ ~450 60~150 D ~ ~ ~ ~ ~ ~ ~350 40~110 最大切削量 Max. Cutting Ka = ~0.10 D Ka = ~0.025 D 鎢鋼 6 刃 &8 刃立銑刀 TUNGSTEN CARBIDE 6-FUTE & 8-FUTE END MI 超細微粒碳化鎢材質 ( 高速 M/C 使用 ) 被切削材 WORKPIECE 鐵材 碳素鋼 鑄鐵 合金鋼 工具鋼 SS41 S45C S50C SCM SNCM SK SKS FC250 FCD 合金鋼 工具鋼 模具鋼 不鏽鋼 SCM SKD NAK101 SUS304 Micro-Grain Tungsten carbide(for High Speed Machining Center) 熱處理鋼 鈦合金 HEAT RESISTANT AOY STEES TITANIUM AOYS 熱處理鋼 耐熱合金 鎳基合金 HARDENED STEES 硬度 HARDNESS ~ 300 HB 30 ~ 45 HRC 45 ~55 HRC 55 ~65 HRC 立銑刀 R 徑 mm END MI ''radius'' mm rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) D ~ ~ ~ ~ ~ ~ ~ ~250 D ~ ~ ~ ~ ~ ~ ~ ~250 D ~ ~ ~ ~ ~ ~ ~ ~250 D ~ ~ ~ ~ ~ ~ ~600 90~200 D ~ ~ ~ ~ ~ ~ ~550 70~170 D ~ ~ ~ ~ ~ ~ ~450 70~165 D ~ ~ ~ ~ ~ ~ ~350 45~110 最大切削量 Max. Cutting Ka = ~1.0 D W = ~0.025 D Ka = ~1.0 D W = ~0.01 D 83
84 2BEA 鎢鋼 2 刃球型立銑刀 超細微粒碳化鎢材質 ( 一般 M/C 使用 ) TUNGSTEN CARBIDE 2-FUTE AUMINUM BA END MI Micro-Grain Tungsten carbide(for General Machining Center) 被切削材 WORKPIECE 純鋁 Aluminum 鋁合金 Aluminum Alloy 鋁合金 Aluminum Alloy 銅合金 Copper Alloy C1100 立銑刀 R 徑 mm END MI ''radius'' mm rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) R ~ ~ ~ ~ ~ ~ ~ ~1700 R ~ ~ ~ ~ ~ ~ ~ ~1700 R ~ ~ ~ ~ ~ ~ ~ ~1700 R ~ ~ ~ ~ ~ ~ ~ ~1800 R ~ ~ ~ ~ ~ ~ ~ ~1700 R ~ ~ ~ ~ ~ ~ ~ ~1500 R ~ ~ ~ ~ ~ ~ ~ ~1400 最大切削量 Max. Cutting Ka = ~0.2 D Pf = ~04. R 鎢鋼 2 刃球型立銑刀 超細微粒碳化鎢材質 ( 高速 M/C 使用 ) TUNGSTEN CARBIDE 2-FUTE AUMINUM BA END MI Micro-Grain Tungsten carbide(for High Speed Machining Center) 被切削材 WORKPIECE 純鋁 Aluminum 鋁合金 Aluminum Alloy 鋁合金 Aluminum Alloy 銅合金 Copper Alloy C1100 立銑刀 R 徑 mm END MI ''radius'' mm rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) R ~ ~ ~ ~ ~ ~ ~ ~3400 R ~ ~ ~ ~ ~ ~ ~ ~3400 R ~ ~ ~ ~ ~ ~ ~ ~3400 R ~ ~ ~ ~ ~ ~ ~ ~3700 R ~ ~ ~ ~ ~ ~ ~ ~3500 R ~ ~ ~ ~ ~ ~ ~ ~3000 R ~ ~ ~ ~ ~ ~ ~ ~2800 最大切削量 Max. Cutting Ka = ~0.1D W = ~0.2 R 84
85 2EA 極細微粒碳化鋼 2 刃立銑刀 超細微粒碳化鎢材質 鋁合金加工專用 ( 一般 M/C 使用 ) 被切削材 WORKPIECE 鑄鐵 FC250 FCD 鐵材 碳素鋼 合金鋼 工具鋼 SS41 S45C S50C SCM SNCM SK SKS 合金鋼 工具鋼 模具鋼 SCM SKD NAK55 NAK101 TUNGSTEN CARBIDE 2-FUTE AUMINUM END MI Micro-Grain Tungsten carbide Ideal for Aluminum Alloy Machining(For General Machining Center) 合金鋼 工具鋼 模具鋼 SUS316 SKD SUS304 鈦合金 HEAT RESISTANT AOY STEES TITANIUM AOYS 1070 Si 系 (4032) Mg 系 (5052) Zn-Mg 系 (7075) C1100 立銑刀 R 徑 mm END MI ''radius'' mm rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~1000 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~1000 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~1000 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~1100 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~1100 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~1100 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~1000 D ~ ~ ~600 90~ ~ ~ ~ ~ ~ ~1000 D ~ ~ ~500 90~ ~ ~ ~ ~ ~ ~1000 最大切削量 Max. Cutting Ka = ~1.0 D 鎢鋼 2 刃立銑刀 超細微粒碳化鎢材質 鋁合金加工專用 ( 高速 M/C 使用 ) 被切削材 WORKPIECE 鑄鐵 FC250 FCD 鐵材 碳素鋼 合金鋼 工具鋼 SS41 S45C S50C SCM SNCM SK SKS 合金鋼 工具鋼 模具鋼 SCM SKD NAK55 NAK101 TUNGSTEN CARBIDE 2-FUTE AUMINUM END MI Micro-Grain Tungsten carbide Ideal for Aluminum Alloy Machining(For High Speed Machining Center) 合金鋼 工具鋼 模具鋼 SUS316 SKD SUS304 鈦合金 HEAT RESISTANT AOY STEES TITANIUM AOYS 1070 Si 系 (4032) Mg 系 (5052) Zn-Mg 系 (7075) C1100 立銑刀 R 徑 mm END MI ''radius'' mm rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~1350 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~1100 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~1100 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~1350 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~1350 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~1350 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~1100 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~1100 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~1100 最大切削量 Max. Cutting Ka = ~1.5D W = ~0.1 D 85
86 3ET 極細微粒鎢鋼 3 刃波浪粗銑立銑刀 超細微粒碳化鎢 3 刃波浪粗銑立銑刀 ( 一般 M/C 使用 ) 被切削材 WORKPIECE 鐵材 碳素鋼 鑄鐵 合金鋼 工具鋼 SS41 S45C S50C SCM SNCM SK SKS FC250 FCD 合金鋼 工具鋼 模具鋼 不鏽鋼 SCM SKD NAK55 NAK 101 SUS304 MICRO GRAIN TUNGSTEN CARBIDE 3-FUTE SINUS EDGE ROUGHING END MIS Micro-Grain Tungsten carbide(for General Machining Center) 熱處理鋼 鈦合金 HEAT RESISTANT AOY STEES TITANIUM AOYS 熱處理鋼 耐熱合金 鎳基合金 HARDENED STEES 硬度 HARDNESS 立銑刀 R 徑 mm END MI ''radius'' mm ~ 300 HB 30 ~45 HRC 30 ~45 HRC 55 ~65 HRC rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) D ~ ~ ~ ~ ~ ~ ~ ~170 D ~ ~ ~ ~ ~ ~ ~ ~135 D ~ ~ ~ ~ ~ ~ ~800 35~135 D ~ ~ ~ ~ ~ ~ ~700 35~115 D ~ ~ ~ ~ ~ ~ ~600 25~115 D ~ ~ ~ ~ ~ ~ ~550 25~115 D ~ ~ ~ ~ ~850 90~ ~400 25~115 D ~ ~ ~ ~ ~750 90~ ~350 25~115 最大切削量 Max. Cutting Ka = ~0.7 D Ka = ~0.3 D 極細微粒鎢鋼 3 刃波浪粗銑立銑刀 超細微粒碳化鎢 3 刃波浪粗銑立銑刀 ( 高速 M/C 使用 ) 被切削材 WORKPIECE 鐵材 碳素鋼 鑄鐵 合金鋼 工具鋼 SS41 S45C S50C SCM SNCM SK SKS FC250 FCD 合金鋼 工具鋼 模具鋼 不鏽鋼 SCM SKD NAK55 NAK 101 SUS304 MICRO GRAIN TUNGSTEN CARBIDE 3-FUTE SINUS EDGE ROUGHING END MIS Micro-Grain Tungsten carbide(for High Speed Machining Center) 熱處理鋼 鈦合金 HEAT RESISTANT AOY STEES TITANIUM AOYS 熱處理鋼 耐熱合金 鎳基合金 HARDENED STEES 硬度 HARDNESS 立銑刀 R 徑 mm END MI ''radius'' mm ~ 300 HB 30 ~45 HRC 30 ~45 HRC 55 ~65 HRC rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) D ~ ~ ~ ~ ~ ~ ~ ~230 D ~ ~ ~ ~ ~ ~ ~ ~200 D ~ ~ ~ ~ ~ ~ ~800 45~170 D ~ ~ ~ ~ ~ ~ ~700 45~170 D ~ ~ ~ ~ ~ ~ ~600 30~135 D ~ ~ ~ ~ ~ ~ ~550 30~135 D ~ ~ ~ ~ ~ ~ ~400 30~135 D ~ ~ ~ ~ ~ ~ ~350 30~135 最大切削量 Max. Cutting Ka = ~1.5 D W = ~0.3 D Ka = ~1.5 D W = ~0.15 D 86
87 3ET 極細微粒鎢鋼 3 刃波浪長刃型粗銑立銑刀 超細微粒碳化鎢 3 刃波浪長刃型粗銑立銑刀 ( 一般 M/C 使用 ) 被切削材 WORKPIECE 鐵材 碳素鋼 鑄鐵 合金鋼 工具鋼 SS41 S45C S50C SCM SNCM SK SKS FC250 FCD 合金鋼 工具鋼 模具鋼 不鏽鋼 SCM SKD NAK55 NAK 101 SUS304 MICRO GRAIN TUNGSTEN CARBIDE 3-FUTE SINUS EDGE ONG FUTE ROUGHING END MIS Micro-Grain Tungsten carbide(for General Machining Center) 熱處理鋼 鈦合金 HEAT RESISTANT AOY STEES TITANIUM AOYS 熱處理鋼 耐熱合金 鎳基合金 HARDENED STEES 硬度 HARDNESS 立銑刀 R 徑 mm END MI ''radius'' mm ~ 300 HB 30 ~45 HRC 30 ~45 HRC 55 ~65 HRC rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) D ~ ~ ~ ~ ~ ~ ~950 40~100 D ~ ~ ~ ~ ~ ~ ~700 40~80 D ~ ~ ~ ~ ~ ~ ~550 35~75 D ~ ~ ~ ~ ~ ~ ~480 35~75 D ~ ~ ~ ~ ~ ~ ~400 25~75 D ~ ~ ~ ~ ~850 90~ ~350 25~75 D ~ ~ ~ ~ ~800 90~ ~320 25~75 D ~ ~ ~ ~ ~650 90~ ~280 25~75 最大切削量 Max. Cutting Ka = ~0.5 D Ka = ~0.2 D 極細微粒鎢鋼 3 刃波浪長刃型粗銑立銑刀 超細微粒碳化鎢 3 刃波浪長刃型粗銑立銑刀 ( 高速 M/C 使用 ) MICRO GRAIN TUNGSTEN CARBIDE 3-FUTE SINUS EDGE COARSE END MIS Micro-Grain Tungsten carbide(for High Speed Machining Center) 被切削材 WORKPIECE 鐵材 碳素鋼 鑄鐵 合金鋼 工具鋼 SS41 S45C S50C SCM SNCM SK SKS FC250 FCD 合金鋼 工具鋼 模具鋼 不鏽鋼 SCM SKD NAK55 NAK 101 SUS304 熱處理鋼 鈦合金 HEAT RESISTANT AOY STEES TITANIUM AOYS 熱處理鋼 耐熱合金 鎳基合金 HARDENED STEES 硬度 HARDNESS 立銑刀 R 徑 mm END MI ''radius'' mm ~ 300 HB 30 ~45 HRC 30 ~45 HRC 55 ~65 HRC rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) D ~ ~ ~ ~ ~ ~ ~950 60~135 D ~ ~ ~ ~ ~ ~ ~700 50~100 D ~ ~ ~ ~ ~ ~ ~550 50~100 D ~ ~ ~ ~ ~ ~ ~480 45~100 D ~ ~ ~ ~ ~ ~ ~400 45~100 D ~ ~ ~ ~ ~ ~ ~350 45~100 D ~ ~ ~ ~ ~ ~ ~320 45~100 D ~ ~ ~ ~ ~ ~ ~280 45~100 最大切削量 Max. Cutting Ka = ~1.5 D W = ~0.25 D Ka = ~1.5 D W = ~0.1 D 87
88 3ETA 極細微粒碳化鋼 3 刃波浪鋁用立銑刀 ( 一般 M/C 使用 ) 被切削材 純鋁 WORKPIECE AUMINUM 鋁合金 AUMINUM AOY 鋁合金 AUMINUM AOY MICRO GRAIN TUNGSEN CARBIDE 3-FUTE SINUS EDGE AUMINUM ROUGHING END MIS (For General Machining Center) 鋁合金 AUMINUM AOY 銅合金 COPPER AOY 立銑刀 R 徑 mm END MI ''radius'' mm 1070 Si 系 (4032) Mg 系 (5052) Z 系 (7075) C1100 rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~1200 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~1200 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~1300 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~1300 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~1300 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~1200 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~1200 D ~ ~ ~600 90~ ~ ~ ~ ~ ~ ~1200 D ~ ~ ~500 90~ ~ ~ ~ ~ ~ ~1200 最大切削量 Max. Cutting Ka = ~1.0 D 極細微粒碳化鋼 3 刃波浪鋁用立銑刀 ( 高速 M/C 使用 ) 被切削材 WORKPIECE 純鋁 AUMINUM 鋁合金 AUMINUM AOY 鋁合金 AUMINUM AOY MICRO GRAIN TUNGSEN CARBIDE 3-FUTE SINUS EDGE AUMINUM ROUGHING END MIS (For High Speed Machining Center) 鋁合金 AUMINUM AOY 銅合金 COPPER AOY 立銑刀 R 徑 mm END MI ''radius'' mm 1070 Si 系 (4032) Mg 系 (5052) Z 系 (7075) C1100 rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~1650 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~1350 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~1350 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~1650 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~1650 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~1650 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~1350 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~1350 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~1350 最大切削量 Max. Cutting Ka = ~1.5 D W = ~0.15 D 88
89 2ECR 鎢鋼圓鼻 2 刃立銑刀 超細微粒碳化鎢材質 ( 一般 M/C 使用 ) 被切削材 WORKPIECE 鐵材 碳素鋼 鑄鐵 合金鋼 工具鋼 SS41 S45C S50C SCM SNCM SK SKS FC250 FCD 合金鋼 工具鋼 模具鋼 不鏽鋼 SCM SKD NAK101 SUS304 TUNGSTEN CARBIDE 2-FUTE CORNER RADIUS NOSE END MI Micro-Grain Tungsten carbide(for General Machining Center) 熱處理鋼 鈦合金 HEAT RESISTANT AOY STEES TITANIUM AOYS 熱處理鋼 耐熱合金 鎳基合金 HARDENED STEES 硬度 HARDNESS ~ 300 HB 30 ~ 45 HRC 45 ~55 HRC 55 ~65 HRC 立銑刀 R 徑 mm END MI ''radius'' mm rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) D ~ ~ ~ ~ ~ ~ ~ ~35 D ~ ~ ~ ~ ~ ~ ~ ~40 D ~ ~ ~ ~ ~ ~ ~ ~40 D ~ ~ ~ ~ ~ ~55 900~ ~40 D ~ ~ ~ ~ ~ ~60 600~ ~40 D ~ ~ ~ ~ ~ ~60 500~ ~40 D ~ ~ ~ ~ ~ ~55 350~850 15~40 D ~ ~ ~ ~ ~980 25~55 300~700 15~40 D ~ ~ ~ ~ ~800 25~55 280~600 15~40 最大切削量 Max. Cutting D = ~3mm Ka = ~0.3D D = 3mm ~Ka = ~0.5 D D = ~3mm Ka = ~0.02 D 鎢鋼圓鼻 2 刃立銑刀 超細微粒碳化鎢材質 ( 高速 M/C 使用 ) 被切削材 WORKPIECE 鐵材 碳素鋼 鑄鐵 合金鋼 工具鋼 SS41 S45C S50C SCM SNCM SK SKS FC250 FCD 合金鋼 工具鋼 模具鋼 不鏽鋼 SCM SKD NAK101 SUS304 TUNGSTEN CARBIDE 2-FUTE CORNER RADIUS END MI Micro-Grain Tungsten carbide(for High Speed Machining Center) 熱處理鋼 鈦合金 HEAT RESISTANT AOY STEES TITANIUM AOYS 熱處理鋼 耐熱合金 鎳基合金 HARDENED STEES 硬度 HARDNESS ~ 300 HB 30 ~ 45 HRC 45 ~55 HRC 55 ~65 HRC 立銑刀 R 徑 mm END MI ''radius'' mm rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) D ~ ~ ~ ~ ~ ~ ~ ~35 D ~ ~ ~ ~ ~ ~ ~ ~45 D ~ ~ ~ ~ ~ ~ ~ ~45 D ~ ~ ~ ~ ~ ~85 900~ ~45 D ~ ~ ~ ~ ~ ~85 600~ ~45 D ~ ~ ~ ~ ~ ~85 500~ ~45 D ~ ~ ~ ~ ~ ~70 350~850 15~45 D ~ ~ ~ ~ ~980 25~70 300~700 15~45 D ~ ~ ~ ~ ~800 25~70 280~600 15~45 最大切削量 Max. Cutting Ka = ~2.5 D W = ~0.05 D Ka = ~2.5 D W = ~0.025 D 89
90 4ECR 鎢鋼圓鼻 4 刃立銑刀 超細微粒碳化鎢材質 ( 一般 M/C 使用 ) 被切削材 WORKPIECE 鐵材 碳素鋼 鑄鐵 合金鋼 工具鋼 SS41 S45C S50C SCM SNCM SK SKS FC250 FCD 合金鋼 工具鋼 模具鋼 SCM SKD NAK55 NAK101 熱處理鋼 鈦合金 不鏽鋼 SUS304 SUS316 Ti-6AI-4V TUNGSTEN CARBIDE 4-FUTE CORNER RADIUS END MI Micro-Grain Tungsten carbide(for General Machining Center) 熱處理鋼 鈦合金 HEAT RESISTANT AOY STEES TITANIUM AOYS 鈦合金 HEAT RESISTANT AOY STEES TITANIUM AOYS 硬度 HARDNESS ~ 300 HB 30 ~ 35 HRC 35 ~45HRC 45 ~ 50 HRC 45 ~55 HRC 立銑刀 R 徑 mm END MI ''radius'' mm rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~125 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~135 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~145 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~145 D ~ ~ ~ ~ ~ ~ ~ ~ ~800 60~145 D ~ ~ ~ ~ ~ ~ ~ ~ ~650 50~135 D ~ ~ ~ ~ ~ ~ ~ ~ ~550 50~135 D ~ ~ ~ ~ ~ ~ ~ ~ ~400 40~115 最大切削量 Max. Cutting Ka = ~0.25 D Ka = ~0.1 D 鎢鋼圓鼻 4 刃立銑刀 超細微粒碳化鎢材質 ( 高速 M/C 使用 ) 被切削材 WORKPIECE 鐵材 碳素鋼 鑄鐵 合金鋼 工具鋼 SS41 S45C S50C SCM SNCM SK SKS FC250 FCD 合金鋼 工具鋼 模具鋼 SCM SKD NAK55 NAK101 TUNGSTEN CARBIDE 4-FUTE CORNER RADIUS END MI Micro-Grain Tungsten carbide(for High Speed Machining Center) 熱處理鋼 鈦合金 不鏽鋼 SUS304 SUS316 Ti-6AI-4V 熱處理鋼 鈦合金 HEAT RESISTANT AOY STEES TITANIUM AOYS 鈦合金 HEAT RESISTANT AOY STEES TITANIUM AOYS 硬度 HARDNESS ~ 300 HB 30 ~ 35 HRC 35 ~45HRC 45 ~ 50 HRC 45 ~55 HRC 立銑刀 R 徑 mm END MI ''radius'' mm rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~220 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~220 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~220 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~220 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~200 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~200 D ~ ~ ~ ~ ~ ~ ~ ~ ~800 80~180 D ~ ~ ~ ~ ~ ~ ~ ~ ~600 80~180 最大切削量 Max. Cutting Ka = ~1.5 D W = ~0.2 D Ka = ~1.5 D W = ~0.1 D Ka = ~1.0 D W = ~0.05 D 90
91 4EP 鎢鋼 4 刃口袋型立銑刀 超細微粒碳化鎢材質 ( 一般 M/C 使用 ) 被切削材 WORKPIECE 鐵材 碳素鋼 鑄鐵 合金鋼 工具鋼 SS41 S45C S50C SCM SNCM SK SKS FC250 FCD 合金鋼 工具鋼 模具鋼 SCM SKD NAK55 NAK101 熱處理鋼 鈦合金 不鏽鋼 SUS304 SUS316 Ti-6AI-4V TUNGSTEN CARBIDE 4-FUTE POCKET TYPE END MI Micro-Grain Tungsten carbide(for General Machining Center) 熱處理鋼 鈦合金 HEAT RESISTANT AOY STEES TITANIUM AOYS 鈦合金 HEAT RESISTANT AOY STEES TITANIUM AOYS 硬度 HARDNESS ~ 300 HB 30 ~ 35 HRC 35 ~45HRC 45 ~ 50 HRC 45 ~55 HRC 立銑刀 R 徑 mm END MI ''radius'' mm rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~120 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~135 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~140 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~140 D ~ ~ ~ ~ ~ ~ ~ ~ ~800 60~140 D ~ ~ ~ ~ ~ ~ ~ ~ ~650 50~135 D ~ ~ ~ ~ ~ ~ ~ ~ ~550 50~135 D ~ ~ ~ ~ ~ ~ ~ ~ ~460 40~120 D ~ ~ ~ ~ ~ ~ ~ ~ ~400 40~120 D ~ ~ ~ ~ ~ ~ ~ ~ ~360 40~120 D ~ ~ ~ ~ ~ ~ ~ ~ ~320 40~120 最大切削量 Max. Cutting Ka = ~0.5 D Ka = ~0.1 D 鎢鋼 4 刃口袋型立銑刀 超細微粒碳化鎢材質 ( 高速 M/C 使用 ) 被切削材 WORKPIECE 鐵材 碳素鋼 鑄鐵 合金鋼 工具鋼 SS41 S45C S50C SCM SNCM SK SKS FC250 FCD 合金鋼 工具鋼 模具鋼 SCM SKD NAK55 NAK101 熱處理鋼 鈦合金 不鏽鋼 SUS304 SUS316 Ti-6AI-4V TUNGSTEN CARBIDE 4-FUTE POCKET TYPE END MI Micro-Grain Tungsten carbide(for High Speed Machining Center) 熱處理鋼 鈦合金 HEAT RESISTANT AOY STEES TITANIUM AOYS 鈦合金 HEAT RESISTANT AOY STEES TITANIUM AOYS 硬度 HARDNESS ~ 300 HB 30 ~ 35 HRC 35 ~45HRC 45 ~ 50 HRC 45 ~55 HRC 立銑刀 R 徑 mm END MI ''radius'' mm rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~220 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~220 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~220 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~220 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~200 D ~ ~ ~ ~ ~ ~ ~ ~ ~ ~200 D ~ ~ ~ ~ ~ ~ ~ ~ ~800 80~180 D ~ ~ ~ ~ ~ ~ ~ ~ ~700 80~180 D ~ ~ ~ ~ ~ ~ ~ ~ ~600 60~180 D ~ ~ ~ ~ ~ ~ ~ ~ ~550 60~180 D ~ ~ ~ ~ ~ ~ ~ ~ ~500 60~180 最大切削量 Max. Cutting Ka = ~1.5 D W = ~0.2 D Ka = ~1.5 D W = ~0.1 D Ka = ~1.0 D W = ~0.05 D 91
92 4EIR 全鎢鋼 4 刃內 R 倒角立銑刀 超細微粒碳化鎢材質 ( 一般 M/C 使用 ) 被切削材 WORKPIECE 鐵材 碳素鋼 鑄鐵 合金鋼 工具鋼 SS41 S45C S50C SCM SNCM SK SKS FC250 FCD 合金鋼 工具鋼 模具鋼 SCM SKD NAK55 NAK101 TUNGSTEN CARBIDE 4-FUTE INTERNA CHAMFERING END MI Micro-Grain Tungsten carbide(for General Machining Center) 熱處理鋼 鈦合金 不鏽鋼 SUS304 SUS316 Ti-6AI-4V 熱處理鋼 鈦合金 HEAT RESISTANT AOY STEES TITANIUM AOYS 硬度 HARDNESS 立銑刀 R 徑 mm END MI ''radius'' mm ~ 300 HB 30 ~ 35 HRC 35 ~45HRC 45 ~ 50 HRC rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) rpm(min-1) F(mm/min) D ~ ~ ~ ~ ~ ~ ~ ~100 D ~ ~ ~ ~ ~ ~ ~ ~100 D ~ ~ ~ ~ ~ ~ ~ ~100 D ~ ~ ~ ~ ~900 60~ ~800 60~100 D ~ ~ ~ ~ ~700 50~90 350~600 50~80 D ~ ~ ~ ~ ~450 40~70 300~450 30~55 最大切削量 Max. Cutting Ka = ~0.5 D Ka = ~0.1 D 92
93 捨棄式立銑刀 THROW-AWAY TYPE END MI 型號規格 EDP NO. 刃徑 Dia 尺寸 DIMENSION(mm) 刃數 No.of teeth JRWEM1012-1T JRWEM1212-1T JRWEM1416-1T JRWEM1616-2T JRWEM1816-2T JRWEM2020-4T JRWEM2525-4T JRWEM2525-4T JRWEM3232-3T JRWEM4032-4T JRWEM5032-5T 長柄型 (ong shak type) JRWEM2525-2T JRWEM3232-3T JRWEM4032-4T 適用刀片 Insert APMT 1035 APMT 1605 APMT 1605 螺絲 Screw 板手 Wrench CS2565 T-8 CS4010 T-15 CS4010 T-15 93
94 90 端銑刀 END MIING CUTTERS (90 ) 型號規格 EDP NO. 刃徑 Dia 尺寸 Dimension(mm) d 1 2 刃數 No.of teeth 適用刀片 Insert 螺絲 Screw 板手 Wrench JMC T JMC T JMC T JMC2120-3T JMC2220-3T JMC2420-3T JMC2525-3T BDMT11T3 BDGT11T3 M2.5x0.45 T8 JMC2625-3T JMC3025-4T JMC3232-4T JMC3432-5T JMC4032-5T JMC2525-2T BDMT1704 JMC3232-3T BDGT1704 M4x0.7 T15 94
95 捨棄式立銑刀 THROW-AWAY TYPE END MI 型號規格 EDP NO. 刃徑 Dia 尺寸 DIMENSION(mm) 刃數 No.of teeth 適用刀片 Insert 螺絲 Screw 板手 Wrench JRWEM50F-5T APMT 1605 CS4010 T-15 JRWEM63F-6T 殼形平面銑刀 END MIING CUTTERS (90 ) 型號規格 EDP NO. 刃徑 Dia 尺寸 Dimension(mm) d H S 刃數 No.of teeth 適用刀片 Insert 螺絲 Screw 板手 Wrench JMC50-6T JMC63-7T JMC80-7T BDMT11T3 BDGT11T3 M2.5x0.45 T8 JMC100-9T
96 捨棄式粗銑立銑刀 THROW-AWAY TYPE COARSE CUTTING END MI 型號規格 EDP NO. 刃徑 Dia 尺寸 DIMENSION(mm) 刃數 No.of teeth D Shank Diamete 1 Flute ength Overall ength EM90AP10-D EM90AP10-D EM90AP10-D EM90AP10-D EM90AP16-D EM90AP16-D 適用刀片 Insert 螺絲 Screw 板手 Wrench APMT 1035 CS2565 T-8 APMT 1605 CS3590 T-15 捨棄式鉆立銑刀 THROW-AWAY TYPE DRIING END MI 尺寸 DIMENSION(mm) 型號規格刃徑 D 1 刃數 EDP NO. No.of teeth Dia Shank Flute Overall Diamete ength ength DM90AP10-D DM90AP10-D DM90AP10-D DM90AP10-D DM90AP10-D DM90AP10-D DM90AP10-D DM90AP16-D DM90AP16-D DM90AP16-D DM90AP16-D DM90AP16-D DM90AP16-D 適用刀片 Insert APMT 1035 CS 1605 螺絲 Screw 板手 Wrench CS2565 T-8 CS3590 T-15 96
97 PVD 各種硬質薄膜特性 PVD Hard Coating Properties 薄膜名稱 薄膜性質 薄膜顏色 Symbol color 薄膜硬度 Nanohardness[GPa] 薄膜厚度 Thickness [μm] 摩擦係數 Friction coifficient 最高應用溫度 Max usage Temp[ ] 製程溫度 Coating Temp[ ] 氮化鈦 TiN 黃金色 Gold 標準薄膜 Standard coating 氮碳化鈦 TiCN 氮化鉻 CrN 類鑽膜 DC TiAlxN S-Fire 灰色 Grey 銀灰色 Metal-silver 黑色 Black 酒紅色 Burgundy -violet AlTiN 黑色 Black Super TiN 黃金色 Gold 奈米複合薄膜 TIX Nano Cerkor m 黃金色 Gold 銀白色 Silver Nanocomposite coating µaltin naco nacro 黑色 Black 紫色 藍色 Violet-Blue 灰色 Grey nacv1c (Hard DC) 灰色 黑色 Grey-Black
98 鎢鋼材質表 TUNGSTEN CARBIDE MATEIA PROPERTIES Konrad Carbide 鎢鋼等級 Tungsten Guade WC% Co% Tic/ Ta(Nb)C % or Cr 3 C 2 +VC 密度 Density, ISO 3369 [g/cm 3 ] 硬度 Hardness HRA, ISO 3738 HV,30 ISO 3738 磁飽和 Manetic saturation 4πσ μtm 3 kg 矯頑磁場強度 Coercive field strength HC, ISO 3326 [ka/m] 橫向斷裂強度 Transverse rupture strength ISO 3327 [N/mm 2 ] 多孔性 Porosity ISO 4505 A B C 平均晶粒度 Average Grain Size ISO 等級 Classification ISO 513 KF K 20 F 90,5 8 1,5 14,6 92, μm K10-K30 KF K 40 UF 89,5 10 0,5 14,5 91, μm K30-K40 KF K 44 UF 86,7 12 1,3 14,1 92, μm K40-K50 KF K 55 SF 89,8 9 1,2 14,3 93, μm - KF G ,5 1,5 14,2 89, μm - WF ~1 1,5 14,2 92, μm 0.4μm 0.7μm - 98
99 尺寸公差表 DIMENSIONA TOERANCE 單位 :μm 直徑 Tolerance 公差 H5 H7 H8 H10 m5 m7 h5 h6 h7 h8 h10 e8 Diameter 3 以下 ~ ~ ~ ~ ~ ~ ~
100 鑽頭磨損對策 問題鑽孔中心定位精度不佳 對策動作 檢查機器主軸 挾具及工件夾持穩固度 提高鑽頭 機器 工件及夾具剛性 調整頂尖與車床主軸中心, 使其確實吻合 車床加工時檢查頂尖與軸心重合精度 問題孔歪斜 對策動作 鑽頭重新研磨並檢查精確度 提高中心孔位置精準度 依據鑽孔深度選擇適合長度的鑽頭 工件調整為水平擺放或預加工 PROBEM In accurate of hole center CORRECTION Check machine spindle, chuck and work piece clamping stability Increase rigidity of drill, machine, work piece and clamping Check and adjust alignment of lathe and drill While machining, check accuracy of the centre and axe center PROBEM Unperpendicular hole CORRECTION Regrind and check precision after regrinding Increase accuracy of center hole. Choose a proper drills according to drilling depth The work piece must be horizontal or pre-drilled. 問題加工時震動聲響大 對策動作 鑽頭重新研磨校正並降低逃隙角 提高鑽頭剛性 PROBEM High vibration sounds CORRECTION Regrind and adjust the drill to increase the lake angle Increase rigidity of drill 問題鐵屑纏繞對策動作 調整加工方式 切削條件或另選鑽頭型式 PROBEM Scraps rolled around the drill CORRECTION Choose proper drill and adjust cutting way or conditions 問題鑽頭單側磨耗 對策動作 調整頂尖與車床主軸中心, 使其確實吻合 仔細裝夾具並控制其偏擺量 PROBEM Wear-out on one side CORRECTION Check and adjust alignment of lathe and drill Set the chuck carefully and decrease the run-out. 100
101 鎢鋼鑽頭之故障排除 TROUBE SHOOTING FOR SOID CARBIDE DRI 問題切刃口快速磨損 對策動作 檢查機器主軸. 挾具及工件挾持穩固度 增加冷卻劑的濃度. 潤滑度 降低切削速度 增加進給量 PROBEM Fast wear on cutting edge CORRECTION Check machine spindle, chuck and workpiece clamping stability. Increase coolant viscosity and lubrication effect. Reduce cutting speed. Increase feed rate. 問題切削刃帶口磨損 對策動作 檢查以及確定鑽頭偏擺度在 0.03mm 以下 檢查機器主軸 挾具及工件挾持穩固度 增加冷卻劑的濃度 潤滑度 降低切削速度 增加進給量 增加冷卻液壓力或調整噴嘴方向, 多方向冷卻更佳 降低中心鑽孔時之進給速度至 0.05/rev PROBEM Abnormal wear on cutting edge CORRECTION Check and make sure that drill run-out accuracy is under 0.03mm. Check machine spindle, chuck and workpiece clamping stability. Increase coolant viscosity and lubrication effect. Reduce cutting speed. Increase feed rate. Increase coolant pressure. Adjust direction of coolant nozzle. The better is to use multi-direction cooling. Reduce feed rate of center drilling to 0.05/rev. 問題中心刃崩裂 對策動作 檢查以及確定鑽頭偏擺度在 0.03mm 以下 檢查機器主軸 挾具及工件挾持穩固度 降低中心鑽孔時之進給速度至 0.05/rev 增加冷卻液壓力以及調整鑽孔之進給速度 PROBEM Center cutting edge break CORRECTION Check and make sure that drill run-out accuracy is under 0.03mm. Check machine spindle, chuck and workpiece clamping stability. Reduce feed rate of center drilling to 0.05/rev. Increase coolant pressure. Adjust drilling feed rate. 問題在鑽孔內部斷裂 對策動作 檢查以及確定鑽頭偏擺度在 0.03mm 以下 檢查機器主軸 挾具及工件挾持穩固度 依據鑽孔深度選擇適當的鑽頭 增加冷卻液壓力或調整噴嘴方向, 多方向冷卻更佳 降低中心鑽孔時之進給速度至 0.05mm/rev 檢查切削參數, 可能需降低進給量 增加冷卻劑的濃度. 潤滑度 PROBEM Drill break in hole CORRECTION Check and make sure that drill run-out accuracy is under 0.03mm. Check machine spindle, chuck and workpiece clamping stability. Select a proper drill according to drilling depth. Increase coolant pressure. Adjust direction of coolant nozzle. The better is to use multi-direction cooling. Reduce feed rate of center drilling to 0.05/rev. Check cutting parameters. If necessary, reduce feed. Increase coolant viscosity and lubrication effect. 問題與工件接觸時斷裂 對策動作 檢查以及確定鑽頭偏擺度在 0.03mm 以下 檢查機器主軸 挾具及工件挾持穩固度 降低中心鑽孔時之進給速度至 0.05/rev 依據鑽孔深度選擇適當的鑽頭 PROBEM Drill break when touching workpiece CORRECTION Check and make sure that drill run-out accuracy is under 0.03mm. Check machine spindle, chuck and workpiece clamping stability. Reduce feed rate of center drilling to 0.05/rev. Select a proper drill according to drilling depth. 問題鑽孔公差太大 對策動作 檢查以及確定鑽頭偏擺度在 0.03mm 以下 檢查機器主軸 挾具及工件挾持穩固度 檢查刃口直徑 檢查刃口高度差 ( 0.02mm) 降低中心鑽孔時之進給速度至 0.05mm/rev 增加冷卻液壓力或調整噴嘴方向, 多方向冷卻更佳 降低切削速度或增加進給量 再研磨鑽頭 PROBEM Too much hole tolerance CORRECTION Check and make sure that drill run-out accuracy is under 0.03mm. Check machine spindle, chuck and workpiece clamping stability. Check cutting edge diameter. Check height difference between cutting edges (0.02mm). Reduce feed rate of center drilling to 0.05/rev. Increase coolant pressure. Adjust direction of coolant nozzle. The better is to use multi-direction cooling. Reduce cutting speed or increase feed amount. Resharpen drill. 101
102 鎢鋼鑽頭之故障排除 TROUBE SHOOTING FOR SOID CARBIDE DRI 問題外切刃口崩裂 對策動作 檢查機器主軸. 挾具及工件挾持穩固度 增加冷卻劑的濃度 潤滑度 降低中心鑽孔時之進給速度至 0.05/rev 增加切削速度或進給量 問題刃口切屑溶著 對策動作 增加冷卻劑的濃度 潤滑度 提高切削速度 再研磨鑽頭 PROBEM Outside cutting edge break CORRECTION Check machine spindle, chuck and workpiece clamping stability. Increase coolant viscosity and lubrication effect. Reduce feed rate of center drilling to 0.05/rev. Increase cutting speed or feed rate. PROBEM Chips melt on cutting edge CORRECTION Increase coolant viscosity and lubrication effect. Increase cutting speed. Resharpen drill. 問題外刃口破裂 對策動作 檢查機器主軸 挾具及工件挾持穩固度 增加冷卻劑的濃度. 潤滑度 依據鑽孔深度選擇適當的鑽頭 增加冷卻液壓力或調整噴嘴方向, 多方向冷卻更佳 檢查切削參數, 可能需降低進給量 問題真圓度有問題 ( 同心度不準 ) 對策動作 檢查機器主軸 挾具及工件挾持穩固度 檢查以及確定鑽頭偏擺度在 0.03mm 以下 降低中心鑽孔時之進給速度至 0.05mm/rev 依據鑽孔深度選擇適當的鑽頭 PROBEM Outside cutting edge break CORRECTION Check machine spindle, chuck and workpiece clamping stability. Increase coolant viscosity and lubrication effect. Select a proper drill according to drilling depth. Increase coolant pressure. Adjust direction of coolant nozzle. The better is to use multi-direction cooling. Check cutting parameters. If necesary, reduce feed amount. PROBEM Poor circularity (Poor concentricity) CORRECTION Check machine spindle, chuck and workpiece clamping stability. Check and make sure that drill run-out accuracy is under 0.03mm. Reduce feed rate of center drilling to 0.05/rev. Select a proper drill according to drilling depth. 問題鑽削出口有大毛邊 對策動作 縮短刀具更換時機 降低進給量 減小刃口倒角 PROBEM Burrs exist on hole edge CORRECTION Shorten drill change frequency. Reduce feed amount. Reduce cutting edge chamferring. 問題表面粗度不良 對策動作 檢查以及確定鑽頭偏擺度在 0.03mm 以下 檢查機器主軸 挾具及工件挾持穩固度 降低進給量 增加冷卻液壓力以及調整鑽孔之進給速度 PROBEM Poor surface roughness CORRECTION Check and make sure that drill run-out accuracy is under 0.03mm. Check machine spindle, chuck and workpiece clamping stability. Reduce feed amount. Increase coolant pressure. Adjust drilling feed rate. 問題刀具本體磨擦 對策動作 檢查以及確定鑽頭偏擺度在 0.03mm 以下 檢查機器主軸 挾具及工件挾持穩固度 增加冷卻劑的濃度 潤滑度 降低進給量 PROBEM Friction of drill body CORRECTION Check and make sure that drill run-out accuracy is under 0.03mm. Check machine spindle, chuck and workpiece clamping stability. Increase coolant viscosity and lubrication effect. Reduce feed amount. 102
103 技術資料 TECHNICA INFORMATION 計算式 FORMUAE 床台進給量與每一刃的進給量 FEED RATE PER FUTE fz = F Z x N fz: 每一刃的進給量 [mm/ 刃 ] F: 床台進給量 [mm/min] Z: 刀具刃數 N: 主軸迴轉數 [r.p.m] fz:feed rate per flute (mm/flute) F:Machine feed rate (mm/min) Z:Cutter flute numbers N:Spindle speed (r.p.m) 所需動力 POWER REQUIRED Ks x Q P KW = = 6120 x η = ks 的概略值 APPROX KS VAUE 軟鋼 Soft Steel 190 中炭素鋼 Medium Carbon Steel 210 高炭素鋼 High Carbon Steel 240 低合金鋼 ow Alloy Steel 190 高合金鋼 High Alloy Steel 245 鑄鐵 Cast Iron 93 可鍛鑄鐵 Forging Cast Iron 120 青銅黃銅 Brass. Copper 70 Ks x W x F x d x η Ks x W x fz x Z x N x d x η 6120 P HP = x P 4500 KW PKW: 所需動力 [KW] PHP: 所需動力 ( 馬力 )[HP] W: 切屑寬 [mm] F: 床台進給量 [mm/min] fz: 進給量 [mm/rev] Z: 主軸迴轉數 [ 枚 ] d: 切深 [mm] Ks: 比切削抵抗值 [kgf/mm 2 ] η: 機械效率 (0.7~0.8) PKW:Feed rate per flute Power required(kw) PHP:Horsepower require (HP) F:Machine feed rate (mm/min) fz:feed rate (mm/res) Z:Tool flute numbers N:Spindle speed (r.p.m) d:cutting depth(mm) Ks: Specific cutting resistant value (kgf/mm 2 ) η: Machine efficiency (0.7~0.8) 切屑排出量 CHIP REMOVA RATE Q = V x F x d = V x fz x Z x d Q: 切屑排出量 [cm 3 /min] V: 切屑速度 [m/min] F: 床台進給量 [mm/min] fz: 每一刃的進給量 [mm/ 刃 ] Z: 刀具數量 d: 切深 [mm] Q:Chip removal rate (cm 3 /min) V:Cutting speed (m/min) F:Machine feed rate (mm/min) fz:feed rate per flute (mm/flute) Z:Tool flute numbers d:cutting depth (mm) 103
104 技術資料 TECHNICA INFORMATION 計算式 FORMUAE 球型立銑刀的切削速度與迴轉速 BA END MI CUTTING SPEED AND RUNNING SPEED N: 迴轉數 [r.p.m] D: 球頭立銑刀的外徑 [mm] π: 圓周率 Vc: 實際切削速度 Ka: 立銑刀的切深 N:Speed (r.p.m) D:Ball end mill diameter (mm) π: Vc:Actual cutting speed Ka: Cutting depth 切削速度 CUTTING SPEED V = πx D x N 1000 V: 切削速度 [m/min] Ds: 加工徑 [mm] N: 主軸迴轉數 [r.p.m] V:Cutting speed(m/min) Ds:Machining diameter (mm) N:Spindle speed (r.p.m) 銑削加工的場合 MIING APPICATION F = fz x Z x N F: 床台進給量 [mm/min] fz: 每一刃的進給量 [mm/ 刃 ] Z: 刀數 ( 以刃數 =1 計算之 ) N: 主軸迴轉數 [r.p.m] F:Machine feed rate (mm/min) fz: Feed rate per flute (mm/ flute) Z:Flute numbers (1) N:Spindle speed (r.p.m) 切削時間 CUTTING TIME T: 切削秒數 [ 秒 ] : 加工長度 [mm] 60 x T = = f x N 60 x π x D x 1000 x V x f f: 每一回轉的進給量 [mm/rev] N: 主軸迴轉數 [r.p.m] V: 切削速度 [m/min] Ds: 加工徑 [mm] T:Cutting time (sec.) :Cutting length (mm) f: Feed rate per revolution (mm/ rev) N:Spindle speed (r.p.m) V:Cutting speed Ds:Cutting diameter (mm) 104
105 切削刀具使用上注意事項 對象製品危險性對策 刀刃銳利, 直接用手接觸十分危險 使用方法或使用條件不適當的話, 會導致刀具破損或飛散而有受傷的危險 由於衝擊的負荷與過度的磨耗致使切削低抗急速增加, 產生刀具破損飛散的危險而導致受傷 特別從箱子取出或裝置機械時, 請使用保護手套等護具 使用安全護蓋與防護眼鏡等護具 請在推薦條件範圍內使用, 請參照使用說明書與目錄 使用安全護蓋與防護眼鏡等護具 及早進行刀具交換 全系列切削工具 高溫切屑飛散或試過長的切屑排出, 而有受傷與燙傷的危險 切削時, 刀具與被削材溫度極高, 加工後直接用手接觸的話有受傷燙傷的危險 使用安全護蓋與防護眼鏡等護具 去除切屑時, 停止機械, 戴上保護手套並使用鍋子 夾鉗等工具 使用保護手套等護具 切削中發生火花與破損而引起的高熱, 切屑引火 導致火災危險 高速回轉使用之際, 工作機械若不能保持平衡, 由於振動的緣故, 將導致刀具破損而有受傷的危險 請勿在有引火 爆發危險的地方使用 使用非水溶性切削油劑的場合, 請務必準備好防火對策 使用安全護蓋與防護眼鏡等護具 務必實施試運轉, 並確認無任何振動等異常聲音 加工物的毛邊若直接用手接觸會有受傷的危險 請勿用手接觸 捨棄式 ( 刀片交換式 ) 所有刀具 刀片與零件若未確定夾緊, 在切削中會有脫落 飛散的危險發生 使用管材等輔助工具過度栓緊則刀片與刀具會產生破損, 脫落飛散的危險 安裝座面與固定用零件上不得有異物附著, 須清理乾淨後再安裝刀片 安裝時, 使用附屬板手, 確實地將刀片與零件夾緊 又, 除了規定的刀片與零件以外絕對不可以使用 不要使用管材輔助工具, 請使用附屬板手 刀具在高速回轉的使用場合, 由於離心力的緣故, 刀片的零件會有飛出去的情形發生, 十分危險, 使用之際, 安全方面請補充注意 請在推薦條件範圍內使用請參照使用說明書與目錄 各種銑刀與其他回轉使用的刀具 銑刀類有銳利的切刃, 直接用手接觸會受傷 刀具在偏心回轉或平衡不良時會產生振動, 發生破損, 飛散而導致受傷 請使用保護手套等護具 請使用推薦條件範圍內的回轉速度 由於軸承受等磨耗而產生偏心回轉與振動 請定期調整回轉部的經度與平衡度 鑽頭 利用加工物回轉, 進行穴貫通加工時, 切剩的部份因高速而飛出, 該圓盤十分銳利非常危險 銑刀類有銳利的切刃, 直接用手接觸會受傷 極子徑鑽頭先端尖而銳利, 指尖直接接觸摸就會導致刺傷, 又折斷而飛散的情形也會發生 請使用安全護罩與防護眼鏡的護具 又夾頭部請安裝護罩 使用時, 請充分注意安全面請使用保護手套 防護眼鏡 最後 本手冊之內容, 乃記載有關安全上之基本項目, 其他詳細事項, 請參照各種刀具之使用說明書, 目錄等資料, 或向本公司詢問 又, 本公司不了解之情況下, 進行改造等仕樣更而發生事故, 本公 司不負任何責任 105
106 Mpa(1) 10mm 3000kgf A 60kgf B 100kgf 1.6mm (1/16in) C 150kgf (767) (757) (745) (733) (722) (710) (698) (684) (670) (656) (647) (638) (110.0) (109.0) (108.0) Mpa(1) 10mm 3000kgf A 60kgf B 100kgf 1.6mm (1/16in) C 150kgf (18.0) (15.7) (13.4) (11.0) (8.5) (6.0) (3.0) (0.0) (107.0) (105.5) (104.5) (103.5) (102.0) (101.0) JIS (SAEH417) 1)1MPa=1N/mm 2 2)

107 107
108 108
109 109
110 110

111 側銑刀系列 SIDE MIING CUTTERS The shell milling cutters are special specifications. Therefore, it s out of stock and made by order. 111

112 112

113 側銑刀系列 SIDE MIING CUTTERS 113

114 114


115 三角立型槽刀片 Holder For 3-Cutting Edges Grooving Insert 2 F 2 W h H2 H 型號 EDP NO. H=H1 H2 F W 2 KTGFR/ 1010K-16F KTGFR/ 1212K-16F KTGFR/ 1616K-16F KTGFR/ 2020K KTGFR/ 252M 適用刀片 HODER NO. HTG32 R/ 三角立型槽刀片 3-Cutting Edges Grooving Insert W+0.03 R R W+0.03 R R 型號 EDP NO. 尺寸 Dimension (mm) 材質 Material W 2 R BM15 BM25 HTG32R/ HTG32R/ HTG32R/ HTG32R/ HTG32R/ HTG32R/ HTG32R/ HTG32R/ HTG32R/ HTG32R/ HTG32R/ HTG32R/ HTG32R/ HTG32R/ HTG32R/ HTG32R/ 型號 EDP NO. 尺寸 Dimension (mm) 材質 Material W 2 R BM15 BM25 HTG32R/ HTG32R/ HTG32R/ HTG32R/ HTG32R/ HTG32R/ HTG32R/ HTG32R/ HTG32R/ HTG32R/ HTG32R/ 050R HTG32R/ 075R HTG32R/ 100R HTG32R/ 125R HTG32R/ 150R
116 三角立型槽刀片 Holder For 3-Cutting Edges Grooving Insert 2 型 號 刀刃 尺寸 Dimensions (mm) EDP NO. Insert H=h B 1 2 F JGBR/1616K JGBR/1616K JGBR/1616K JGBR/1616K JGBR/1616K JGBR/1616K MTG43R/ JGBR/2020K JGBR/2020K JGBR/2020K JGBR/2525K JGBR/2525K JGBR/2525K 螺絲 Screw 墊片 Shin 扳手 Wrench 彈簧 Spring M6-23 M MES3 三角立型槽刀片 3-Cutting Edges Grooving Insert W+0.03 R R W+0.03 R R 型 號 尺寸 Dimension (mm) 材質 Material EDP NO. W 2 R BM15 BM25 MTG43R/ MTG43R/ MTG43R/ MTG43R/ MTG43R/ MTG43R/ MTG43R/ MTG43R/ MTG43R/ MTG43R/ MTG43R/ MTG43R/ 型 號 尺寸 Dimension (mm) 材質 Material EDP NO. W 2 R BM15 BM25 MTG43R/ MTG43R/ MTG43R/ MTG43R/ MTG43R/ MTG43R/ MTG43R/ 050R MTG43R/ 075R MTG43R/ 100R MTG43R/ 125R MTG43R/ 150R MTG43R/ 175R MTG43R/ 200R
117 PFA 內徑搪孔刀 Internal Boring Tool ød øk r W θ 2 最小加工徑 型號 EDP NO. PFA MY 尺寸 Dimension (mm) 材質 Material W ØK θ 2 r ØD BM15 BM PFA MY PFA MY 0.2 PFA MY 0.05 PFA MY PFA MY 0.2 PFA MY 0.05 PFA MY PFA MY 0.2 PFA MY 30 PFA MY PFA MY 25 PFA MY 30 PFA MY PFA MY 40 PFA MY 40 PFA MY PFA MY 45 適用套筒 Applicable Sleeve 6 CS816R CS816R PFB 內徑後掃刀 Internal Back-Turn ød øk 30 2 最小加工徑 W r 型號 EDP NO. 尺寸 Dimension (mm) 材質 Material W ØK 2 r ØD BM15 BM25 PFB PFB PFB PFB PFB PFB 適用套筒 Applicable Sleeve 6 CS816R CS816R CS816R

118 PFG 槽刀片 Internal Grooving ød øk 2 最小加工徑 W 型號 EDP NO. PFG PFG PFG PFG PFG PFG PFG PFG PFG PFG PFG PFG PFG PFG PFG PFG PFG PFG PFG PFG PFG PFG PFG PFG PFG PFG PFG PFG PFG 尺寸 Dimension (mm) 材質 Material W ØK 2 r ØD BM15 BM 適用套筒 Applicable Sleeve 6 CS816R CS816R CS816R
119 PFG 圓槽刀片 Internal Radius ød øk 2 最小加工徑 r W 型號 EDP NO. 尺寸 Dimension (mm) 材質 Material W ØK 2 r ØD BM15 BM25 PFG R PFG R PFG R PFG R PFG R PFG R PFG R PFG R PFG R PFG R PFG R PFG R PFG R 適用套筒 Applicable Sleeve 6 CS816R CS816R CS816R PFS 內徑倒角刀 Internal Chamfering ød øk 最小加工徑 r W 型號 EDP NO. 尺寸 Dimension (mm) 材質 Material W ØK 2 r ØD BM15 BM25 適用套筒 Applicable Sleeve PFS CS816R PFS CS816R PFS CS816R

120 PFT 螺紋刀片 Internal Threading ød øk 2 t W r θ 最小加工徑 型號 EDP NO. 尺寸 Dimension (mm) W ØK θ 2 r t ØD Pich TPI BM15 BM25 適用套筒 Applicable Sleeve PFT P0.5~P ~24 PFT PFT P1.0~P1.5 28~16 PFT PFT P1.5~P3.0 14~ PFT ~12 55 PFT ~8 PFT P0.5~P ~24 PFT PFT P1.0~P1.5 28~16 PFT PFT P1.5~P3.0 14~ PFT ~12 55 PFT ~8 PFT P0.5~P ~24 PFT PFT P1.0~P1.5 28~16 PFT PFT P1.5~P3.0 14~ PFT ~12 PFT ~8 CS816R CS816R CS816R
121 PG 刀片 Internal r 2 ød øk W±0.03 r 型號 EDP NO. PG PG PG PG PG PG PG PG PG PG 尺寸 Dimension (mm) 材質 Material W ØK 2 r ØD BM15 BM 適用刀架 HODER CS816R CS816R
 材質 Material W ØK 2 r ØD BM15 BM25 2.0 0.50 PG73. 312-075 R 1.50 0.")

122 PG 刀片 Internal 2 ød øk W±0.03 r 型號 EDP NO. PG R 1.00 尺寸 Dimension (mm) 材質 Material W ØK 2 r ØD BM15 BM PG R PG R PG R PG R PG R PG R PG R 適用刀架 HODER 9 CS816R CS816R
123 PFG 內徑刀桿 Holder For Internal Inserts s 2 Ød ØD 型號 EDP NO. 最小加工徑 ØK Ød 2 s ØD CS816R CS816R CS816R CS816R




124 切斷刀座 Cut-Off Tool Holder 型號 EDP NO. h1 h2 h3 H 壓塊 Clamp 螺絲 Screw 扳手 Wrench SBU BCS15 SBU BCS20 SBU BCS25 SBU BCS15 BX0625 H-050 切斷刀板 Cut-Off Knife Plate 型號 EDP NO. 刀刃編號 Insert number 最大直徑 MAX. DIA. W B H A SGFH26-3 GFN SGFH32-3 GFN SGIH26-2 GTN SGIH26-3 GTN SGIH32-3 GTN KTKB26-3 TKN KTKB32-3 TKN SV26-3 N E SV32-3 N E 扳手 Wrench S-1 124
125 125

126 126
127 127
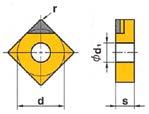
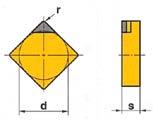
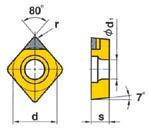
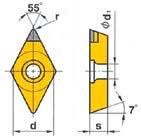
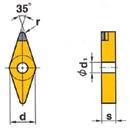
128 128
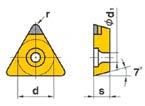
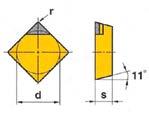
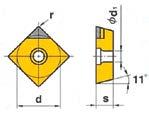
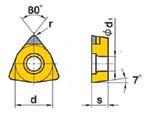
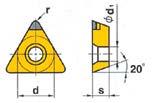
129 129


130 SC-61 系列 SC-61 SERIES 替換型高速中負荷迴轉頂針 Interchangeable High Speed Medium Duty ive Center 用途 : 本頂針適合 300 m/m 長以內一般車削加工, 本頂針軸 承, 徑向力和軸向力分開設計, 採用雙列滾珠軸承 滾 珠止推軸承, 和 NK 型滾針軸承結構製成 A B C Application: The series of live center is suitable for turning workpiece length within 300mm. The beorings in the live center provide separated ratial and axial resistant force. The bearings consist of double-row ball bearing, thrust ball bearing and NK type needle bearing. D D 沖子 Punch 尺寸表 DIMENSIONS 精準度 :0.008m/m 內 Accuracy: within 0.008m/m 型式 / 外表尺寸 Model / Size MT A B C D D1 SC-62 系列 SC-62 SERIES 軸承最高轉數 Max. Bearing Speed 固定型重負荷迴轉頂針 Fixed Heavy Duty ive Center 軸承徑向力 Bearing Radial Force 軸承軸向力 Bearing Axial Force SC-61-M rpm 1300kg 2250kg SC-61-M-3-A rpm 1300kg 2250kg SC-61-M rpm 1300kg 2250kg SC-61-M-4A rpm 1300kg 2250kg SC-61-M rpm 1300kg 2250kg SC-61-M-5A rpm 1300kg 2250kg 單位 /Unit : mm 用途 : 本頂針適合 400 m/m 長以內一般車削加工 Application: The series of live center is suitable for turning workpiece length within 400mm. D D1 A B C θ 尺寸表 DIMENSIONS 精準度 :0.008m/m 內 Accuracy: within 0.008m/m 型式 / 外表尺寸 Model / Size MT A B C D D1 θ 軸承最高轉數 Max. Bearing Speed 軸承徑向力 Bearing Radial Force 軸承軸向力 Bearing Axial Force SC-62-H rpm 1420kg 2760kg SC-62-H-4-A rpm 1420kg 2760kg SC-62-H rpm 1420kg 2760kg SC-62-H-5A rpm 1420kg 2760kg 單位 /Unit : mm 130



131 SC-63 系列 SC-63 SERIES 固定細長型高速中負荷迴轉頂針 Fixed ong Type High Speed Medium Duty ive Center 用途 : 本頂針適合 300 m/m 長以內一般軸心車削加工, 本頂針 軸承, 徑向力和軸向力分開設計, 採用雙列滾珠軸承 滾珠止推軸承, 和 NK 型滾針軸承結構製成 A B C Application: The series of live center is suitable for turning D D1 θ workpiece length within 300mm. The beorings in the live center provide separated ratial and axial resistant force. The bearings consist of double-row ball bearing, thrust ball bearing and NK type needle bearing. 尺寸表 DIMENSIONS 精準度 :0.008m/m 內 Accuracy: within 0.008m/m 型式 / 外表尺寸 Model / Size MT A B C D D1 θ SC-65 系列 SC-65 SERIES 軸承最高轉數 Max. Bearing Speed 替換型重負荷迴轉頂針 Interchangable Heavy Duty ive Center 軸承徑向力 Bearing Radial Force 軸承軸向力 Bearing Axial Force SC-63-M rpm 1300kg 2250kg SC-63-M-4-A rpm 1300kg 2250kg SC-63-M rpm 1300kg 2250kg SC-63-M-5A rpm 1300kg 2250kg 單位 /Unit : mm 用途 : 本頂針適合 400 m/m 長以內一般車削加工 本頂針軸 承, 徑向力和軸向力分開設計, 採用雙列滾珠軸承 滾 珠止推軸承, 和 NK 型滾針軸承結構製成 Application: The series of live center is suitable for turning workpiece length within 400mm. The beorings in the live center provide separated ratial and axial resistant force. The bearings consist of double-row ball bearing, thrust ball bearing and NK type needle bearing. 尺寸表 DIMENSIONS D D1 A B C θ 沖子 Punch 扳手 Wrench 精準度 :0.008m/m 內 Accuracy: within 0.008m/m 型式 / 外表尺寸 Model / Size MT A B C D D1 軸承最高轉數 Max. Bearing Speed 軸承徑向力 Bearing Radial Force 軸承軸向力 Bearing Axial Force SC-65-H rpm 1420kg 2760kg SC-65-H-4A rpm 1420kg 2760kg SC-65-H rpm 1420kg 2760kg SC-65-H-5A rpm 1420kg 2760kg 單位 /Unit : mm 131

132 SC-66 系列 SC-66 SERIES 端面自動調整插式傳動頂針 Automatic End Adjustment Insert Type Transmitted Center 用途 : 免車削工具端面, 每支傳動齒自動調整帶動平均力, 精 度穩定性佳, 可正 逆轉車削使用適用於 CNC 車床 自 動車削送料專用機 一般車床 其他機種使用, 傳動齒 有多種規格選擇使用 A B C Application: No need to turn tool end face. Each trunsmission-tooth can be adjusted automatically for uniform force and superior accuracy and stability. Suitable for clockwise and counter-clockwise turning. Applicable machines include CNC lathe, special purpose automatic turning and feeding lathe, general lathe and other machines. The transmission teeth provide various specifications to select. D D1 注意使用 : 本端面自動調整插式傳動頂針, 靠尾座足夠推力, 才可傳動車削使用 Notice For Use: The automatic end adjustment insert type transmitted center requires sufficient thrust force from tailstock for transmission. 尺寸表 DIMENSIONS 型式 / 外表尺寸 Model / Size 心軸尺寸 Arbor Size 標準附件 Standard Accessory 鉗入工件直徑 Insert Workpiece Dia SC-66-MT4-A MT4 SC-66-A Ø 33mm SC-66-MT4-B MT4 SC-66-B Ø 39mm SC-66-MT4-C MT4 SC-66-C Ø 45mm SC-66-Ø40A Ø40 SC-66-A Ø 33mm SC-66-Ø40B Ø40 SC-66-B Ø 39mm SC-66-Ø40C Ø40 SC-66-C Ø 45mm 型式 / 外表尺寸 Model / Size 中心針 Center 傳動齒 Transmission Teeth 固定鍵 Fixed Key SC-66-A SC SC SC SC-66-B SC SC SC SC-66-C SC SC SC 單位 /Unit : mm 132

133 SC-80 系列 SC-80 SERIES 傘型重重切削迴轉頂針 Cone Type Heavy Duty ive Center 用途 : 適合大孔徑重切削 本頂針, 頭部使用合金鋼材, 經熱處理, 內 外研磨製成 本頂針採用世界名牌 SKF 潤滑油,EGP2, 請勿使用油壓三爪用潤滑油 精準度 :0.005 m/m 內 A B C Application: The series of center is suitable for big hole and beavy duty machining. The center head is manufactured from alloy steel, heat treated and precision ground.thelive center cues worldfamous SKF EGP2 lubrication oil. Do not use lubrication oil for hydraulic 3-jaw chuck. Accuracy:within 0.005mm. D 尺寸表 DIMENSIONS 型式 / 外表尺寸 Model / Size MT A B C D SC SC SC SC SC SC SC SC SC SC SC SC 單位 /Unit : mm 133
SSP 倒角刀系列 Chamfering Series
 SS 倒角刀系列 Chamfering Series 特點 Features 特點 Feature 本銑刀適合 45 切削亦可倒角 V 槽切削 可 當定位鑽使用 Suitable for 45 cutting, chamfering, V grooving, and spotting. 使用一般銑床 CC 銑床 CC 車床 可利用於不同形狀倒角, 如 : 圓形 梯形 菱形 等 Could be applied
SS 倒角刀系列 Chamfering Series 特點 Features 特點 Feature 本銑刀適合 45 切削亦可倒角 V 槽切削 可 當定位鑽使用 Suitable for 45 cutting, chamfering, V grooving, and spotting. 使用一般銑床 CC 銑床 CC 車床 可利用於不同形狀倒角, 如 : 圓形 梯形 菱形 等 Could be applied
Company Introduction Nano-Mill Technology Co., Ltd has been established since year 00. It s specialized in exporting Carbide end mill from Taiwan.. We
 1 Company Introduction Nano-Mill Technology Co., Ltd has been established since year 00. It s specialized in exporting Carbide end mill from Taiwan.. We created our brand Nano-mill and produce a wide range
1 Company Introduction Nano-Mill Technology Co., Ltd has been established since year 00. It s specialized in exporting Carbide end mill from Taiwan.. We created our brand Nano-mill and produce a wide range
monalitDE_002.indd
 MonAliT 70% 70mm 80mm MonAliT VDW-Technology Our diamond and boron nitride tools are manufactured using the new VDW-Technology. Diamond grains are strongly welded with each other. The diamond grain concentration
MonAliT 70% 70mm 80mm MonAliT VDW-Technology Our diamond and boron nitride tools are manufactured using the new VDW-Technology. Diamond grains are strongly welded with each other. The diamond grain concentration
S TOO HODRS OR CUTTING O & GROOVING CZ 內徑開槽刀架 本圖所示為右手刀 (R) Internal Grooving 材質Shank 加工徑 Min. ore Dia. Steel CZR/-20-2M CD6-60 CZR/-
 Internal Grooving 材質Shank 加工徑 Min. ore Dia. Steel CZR/-20-2M CD6-60 CZR/-") S TOO HODRS OR CUTTING O & GROOVING CZ 內徑開槽刀架 本圖所示為右手刀 (R) Internal Grooving 材質Shank 加工徑 Min. ore Dia. Steel CZR/-20-2M 24 20 13 180 32 5 CD6-60 CZR/-20-3M 24 20 13 180 32 5 CZR/-25-3M 31 25 17 200 40
S TOO HODRS OR CUTTING O & GROOVING CZ 內徑開槽刀架 本圖所示為右手刀 (R) Internal Grooving 材質Shank 加工徑 Min. ore Dia. Steel CZR/-20-2M 24 20 13 180 32 5 CD6-60 CZR/-20-3M 24 20 13 180 32 5 CZR/-25-3M 31 25 17 200 40
CH 益詮切削刀具 CZ 內徑開槽刀架本圖所示為右手刀 (R) Internal Grooving 材質Shank 加工徑 Min. ore Dia. R D 1 ap CZR/-20-3M CD6-60 CZR/-25-3M
 Internal Grooving 材質Shank 加工徑 Min. ore Dia. R D 1 ap CZR/-20-3M CD6-60 CZR/-25-3M") CH 益詮切削刀具 CZ 內徑開槽刀架本圖所示為右手刀 (R) Internal Grooving 材質Shank 加工徑 Min. ore Dia. R D 1 ap CZR/-20-3M 24 20 13 150 32 5 CD6-60 CZR/-25-3M 31 25 17 200 40 8 鋼CZR/-32-3M 39 32 22 250 50 10 CD6-60x20 CH Steel CZR/-20-4M
CH 益詮切削刀具 CZ 內徑開槽刀架本圖所示為右手刀 (R) Internal Grooving 材質Shank 加工徑 Min. ore Dia. R D 1 ap CZR/-20-3M 24 20 13 150 32 5 CD6-60 CZR/-25-3M 31 25 17 200 40 8 鋼CZR/-32-3M 39 32 22 250 50 10 CD6-60x20 CH Steel CZR/-20-4M
Sunac China Holdings Limited (the Company or our Company, and together with its subsidiaries collectively referred to as the Group ), is specialised i
, is specialised i") Sunac China Holdings Limited (the Company or our Company, and together with its subsidiaries collectively referred to as the Group ), is specialised in the integrated development of residential and commercial
Sunac China Holdings Limited (the Company or our Company, and together with its subsidiaries collectively referred to as the Group ), is specialised in the integrated development of residential and commercial
ABOUT SUNAC SUNAC China Holdings Limited (the Company and together with its subsidiaries, collectively referred to as the Group ), is specialised in t
, is specialised in t") ABOUT SUNAC SUNAC China Holdings Limited (the Company and together with its subsidiaries, collectively referred to as the Group ), is specialised in the integrated development of residential and commercial
ABOUT SUNAC SUNAC China Holdings Limited (the Company and together with its subsidiaries, collectively referred to as the Group ), is specialised in the integrated development of residential and commercial
\\Lhh\07-02\黑白\内页黑白1-16.p
 Abstract: Urban Grid Management Mode (UGMM) is born against the background of the fast development of digital city. It is a set of urban management ideas, tools, organizations and flow, which is on the
Abstract: Urban Grid Management Mode (UGMM) is born against the background of the fast development of digital city. It is a set of urban management ideas, tools, organizations and flow, which is on the
Layout 1
 Hydraulics FITTINGS PRODUCT INDEX The comprehensive range of Hydraulic Hose Fittings supplied by Pirtek includes products which are suitable in skive and non-skive applications for use on low, medium,
Hydraulics FITTINGS PRODUCT INDEX The comprehensive range of Hydraulic Hose Fittings supplied by Pirtek includes products which are suitable in skive and non-skive applications for use on low, medium,
400 PLUS series Unequal Flute Spacing & Helix 不等分割 & 不等螺旋 Excellent vibration absorption provides stability. 降低刀具加工時產生的震動頻率 Less chatter and high effi
 400 PLUS series Unequal Spacing & Helix 不等分割 & 不等螺旋 Excellent vibration absorption provides stability. 降低刀具加工時產生的震動頻率 Less chatter and high efficiency finishing. 減少工件側壁的切削震紋 Reduce metal burr when machining.
400 PLUS series Unequal Spacing & Helix 不等分割 & 不等螺旋 Excellent vibration absorption provides stability. 降低刀具加工時產生的震動頻率 Less chatter and high efficiency finishing. 減少工件側壁的切削震紋 Reduce metal burr when machining.
PowerPoint 演示文稿
 OMAT 1991 1993 OMAT 1995 OptiMil 1996 OptiMil 1998 OptilTurn 1999 OptiDrill 2001 OMAT 2002 OMAT-Pro, PC XL CNC OMAT CNC / / CNC NC Allen Bradley Deckel-Maho-Gildemeister Fadal Fagor Fanuc Fidia Haas
OMAT 1991 1993 OMAT 1995 OptiMil 1996 OptiMil 1998 OptilTurn 1999 OptiDrill 2001 OMAT 2002 OMAT-Pro, PC XL CNC OMAT CNC / / CNC NC Allen Bradley Deckel-Maho-Gildemeister Fadal Fagor Fanuc Fidia Haas
Yuandong-hawks Ball valve cdr
 Yuandong 奉化市远东车辆部件有限公司 Fenghua Yuandong Auto Parts imited Company 奉化市哈克斯自动化设备有限公司 Fenghua awks Automatic Equipment imited Company igh Pressure Ball Valve igh pressure Ball valve is mainly used in the hydraulic
Yuandong 奉化市远东车辆部件有限公司 Fenghua Yuandong Auto Parts imited Company 奉化市哈克斯自动化设备有限公司 Fenghua awks Automatic Equipment imited Company igh Pressure Ball Valve igh pressure Ball valve is mainly used in the hydraulic
前搪刀(銅) 前搪刀 鍍鈦 鎢鋼半圓棒 鑽石刀系列 鑽石車刀 鑽石內孔刀 全鎢鋼銑刀 GTEM-鎢鋼點數銑刀 2 鏡面銅鋁用銑刀 全鎢鋼大小柄銑刀 2 鎢鋼T型刀 27 直刃型 螺旋型 鋸片刀桿 鋸片刀桿 2 超微粒鎢鋼小徑槽鋸片 29 鑚頭加工異常原因及對策 3
 前搪刀 鍍鈦 鎢鋼半圓棒 鑽石刀系列 鑽石車刀 鑽石內孔刀 全鎢鋼銑刀 GTEM-鎢鋼點數銑刀 2 鏡面銅鋁用銑刀 全鎢鋼大小柄銑刀 2 鎢鋼T型刀 27 直刃型 螺旋型 鋸片刀桿 鋸片刀桿 2 超微粒鎢鋼小徑槽鋸片 29 鑚頭加工異常原因及對策 3") 目 錄 INDEX 全鎢鋼螺旋鑽頭 GTR-鎢鋼鑽頭-同 GTRD-鎢鋼鑽頭-大小柄 GTR-鎢鋼鑽頭-加強柄 11 GTL-左旋鎢鋼鑽頭 13 全鎢鋼定位鑽 GTB-螺旋定位鑽 1 GTA-扁型定位鑽(右刃) 1 GTF-金字塔型定位鑽 1 GTA-L-扁型定位鑽(左刃) 17 全鎢鋼中心鑽頭 1 鎢鋼沖頭 六角型 19 內孔切槽刀 內孔牙刀 鍍鈦 前搪刀(銅) 前搪刀 鍍鈦 鎢鋼半圓棒 鑽石刀系列
目 錄 INDEX 全鎢鋼螺旋鑽頭 GTR-鎢鋼鑽頭-同 GTRD-鎢鋼鑽頭-大小柄 GTR-鎢鋼鑽頭-加強柄 11 GTL-左旋鎢鋼鑽頭 13 全鎢鋼定位鑽 GTB-螺旋定位鑽 1 GTA-扁型定位鑽(右刃) 1 GTF-金字塔型定位鑽 1 GTA-L-扁型定位鑽(左刃) 17 全鎢鋼中心鑽頭 1 鎢鋼沖頭 六角型 19 內孔切槽刀 內孔牙刀 鍍鈦 前搪刀(銅) 前搪刀 鍍鈦 鎢鋼半圓棒 鑽石刀系列
Table 3 CEP3-A 雙心徑不等分割型 ( 鍍膜 ) 切削條件表 ( 側銑粗加工 Side Milling Roughing) CARBON / ALLOY ALLOY / TOOL 預硬鋼 / PRE / 鈦合金 TITANIUM ALLOY 鎳基耐熱合金鋼 NI-BASED ALLOY
 切削條件表 ( 側銑粗加工 Side Milling Roughing) CARBON / ALLOY ALLOY / TOOL 預硬鋼 / PRE / 鈦合金 TITANIUM ALLOY 鎳基耐熱合金鋼 NI-BASED ALLOY") Table 1 CES2-A, CELF2-A, CECR2-A, CEI2-A, CER3-A, CETF2-A, CLES2-A, CEN2-A, CEFF2-A, CELS2-A 鎢鋼平銑刀 -2 刃 /3 刃 ( 鍍膜 ) 切削條件表 CARBON / ALLOY ALLOY / TOOL ALLOY / TOOL (S45C,S50C,SCM) (SCM,SKT,SKD) (SCM,SKT,SKD)
Table 1 CES2-A, CELF2-A, CECR2-A, CEI2-A, CER3-A, CETF2-A, CLES2-A, CEN2-A, CEFF2-A, CELS2-A 鎢鋼平銑刀 -2 刃 /3 刃 ( 鍍膜 ) 切削條件表 CARBON / ALLOY ALLOY / TOOL ALLOY / TOOL (S45C,S50C,SCM) (SCM,SKT,SKD) (SCM,SKT,SKD)
封面
 鐸豐富 DOW FENG FUH 捨棄式刀具設計製造廠 THROW-AWAY CUTTING TOOL Spealized Design And Manufacturing 精湛製刀技術精雕細琢! 品質符合國際水準! Outstanding Tool Manufacturing Technology State-Of-The-Art production! Quality meets international
鐸豐富 DOW FENG FUH 捨棄式刀具設計製造廠 THROW-AWAY CUTTING TOOL Spealized Design And Manufacturing 精湛製刀技術精雕細琢! 品質符合國際水準! Outstanding Tool Manufacturing Technology State-Of-The-Art production! Quality meets international
all.pdf
 1.30 1.50 0.35 0.50 0.03 0.03 0.20 0.50 750800 Slow Cooling 780820 Water Quenching HRC 63 Hv 780 1.10 1.30 0.35 0.50 0.03 0.03 750800 Slow Cooling 760820 Water Quenching HRC 63 Hv 780 INDEX ENGINEER'S
1.30 1.50 0.35 0.50 0.03 0.03 0.20 0.50 750800 Slow Cooling 780820 Water Quenching HRC 63 Hv 780 1.10 1.30 0.35 0.50 0.03 0.03 750800 Slow Cooling 760820 Water Quenching HRC 63 Hv 780 INDEX ENGINEER'S
Microsoft Word - 02 资讯
 目 录 关 于 专 委 会 办 公 地 点 和 联 系 方 式 变 更 的 通 知 ------------------------------------------------------ 1 业 内 参 考 部 分 医 疗 器 械 注 册 相 关 事 宜 有 变 --- --- ----------------------------------- - 2 国 家 药 监 局 :2010 年
目 录 关 于 专 委 会 办 公 地 点 和 联 系 方 式 变 更 的 通 知 ------------------------------------------------------ 1 业 内 参 考 部 分 医 疗 器 械 注 册 相 关 事 宜 有 变 --- --- ----------------------------------- - 2 国 家 药 监 局 :2010 年
 1.30 1.50 0.35 0.50 0.03 0.03 0.20 0.50 750800 Slow Cooling 780820 Water Quenching HRC 63 Hv 780 1.10 1.30 0.35 0.50 0.03 0.03 750800 Slow Cooling 760820 Water Quenching HRC 63 Hv 780 INDEX ENGINEER'S
1.30 1.50 0.35 0.50 0.03 0.03 0.20 0.50 750800 Slow Cooling 780820 Water Quenching HRC 63 Hv 780 1.10 1.30 0.35 0.50 0.03 0.03 750800 Slow Cooling 760820 Water Quenching HRC 63 Hv 780 INDEX ENGINEER'S
mm 5 1 Tab 1 Chemical composition of PSB830 finishing rolled rebars % C Si Mn P S V 0 38 ~ 1 50 ~ 0 80 ~ ~
 PSB830 365000 32 mm PSB830 PSB830 TG 335 64 A Productive Practition of PSB830 Finishing Rolled Rebars PAN Jianzhou Bar Steel Rolling Minguang Co Ltd of Fujian Sansteel Sanming 365000 China Abstract High
PSB830 365000 32 mm PSB830 PSB830 TG 335 64 A Productive Practition of PSB830 Finishing Rolled Rebars PAN Jianzhou Bar Steel Rolling Minguang Co Ltd of Fujian Sansteel Sanming 365000 China Abstract High
CNC KINWA FLAT BED CNC LATHE CL-58x3000 CL-38/CL-58 Series Swing 660, 900mm Between centers 1000~6000mm Spindle bore 120,186,258,375mm Spindle motor 3
 CNC KINWA FLAT BED CNC LATHE CL-8x000 CL-8/CL-8 Series Swing 660, 900mm Between centers 00~6000mm Spindle bore 1,186,8,7mm Spindle motor 0,40HP 14 CL-8x00,00,00,000,4000 CL-8x00,00,000,4000,000, C L8/C
CNC KINWA FLAT BED CNC LATHE CL-8x000 CL-8/CL-8 Series Swing 660, 900mm Between centers 00~6000mm Spindle bore 1,186,8,7mm Spindle motor 0,40HP 14 CL-8x00,00,00,000,4000 CL-8x00,00,000,4000,000, C L8/C
untitled
 Bussmann 电路保护解决方案 Circuit Protection Solutions General Introduction Bussmann... innovative circuit protection Circuit Overload...Electrical and electronic systems can experience it. And so can people.
Bussmann 电路保护解决方案 Circuit Protection Solutions General Introduction Bussmann... innovative circuit protection Circuit Overload...Electrical and electronic systems can experience it. And so can people.
CL-68x00,00,00,00,00, CL-78x00,00,00,00,6000 Spindle 181mm mm Spindle bore 181mm is standard. 255,5 or 5mm is option. Chuck is optional. You ca
 CNC KINWA FLAT BED CNC LATHE CL-68x00 CL-68/CL-78 Series Swing 11, mm Between centers 00~7000mm Spindle bore 181, 255, 5, 5mm Spindle motor 60HP CL-68x00,00,00,00,00, CL-78x00,00,00,00,6000 Spindle 181mm
CNC KINWA FLAT BED CNC LATHE CL-68x00 CL-68/CL-78 Series Swing 11, mm Between centers 00~7000mm Spindle bore 181, 255, 5, 5mm Spindle motor 60HP CL-68x00,00,00,00,00, CL-78x00,00,00,00,6000 Spindle 181mm
spv_pintec_product_catalogue_2015_compendium_bt_english.pdf
 Quick facts about SPV Spintec s hydraulic chucks! Why should you use SPV Spintec s hydraulic chucks? Permits machining with much closer toleranses. Quicker and simpler tool changes. Runout accuracy All
Quick facts about SPV Spintec s hydraulic chucks! Why should you use SPV Spintec s hydraulic chucks? Permits machining with much closer toleranses. Quicker and simpler tool changes. Runout accuracy All
Gerotor Motors Series Dimensions A,B C T L L G1/2 M G1/ A 4 C H4 E
 Gerotor Motors Series Size CC-A Flange Options-B Shaft Options-C Ports Features 0 0 5 5 1 0 1 0 3 3 0 0 SAE A 2 Bolt - (2) 4 Bolt Magneto (4) 4 Bolt Square (H4) 1.0" Keyed (C) 25mm Keyed (A) 1.0' 6T Spline
Gerotor Motors Series Size CC-A Flange Options-B Shaft Options-C Ports Features 0 0 5 5 1 0 1 0 3 3 0 0 SAE A 2 Bolt - (2) 4 Bolt Magneto (4) 4 Bolt Square (H4) 1.0" Keyed (C) 25mm Keyed (A) 1.0' 6T Spline
SHIMPO_表1-表4
 For servo motor ABLEREDUCER SSeries Coaxial shaft series Features S series Standard backlash is 3 arc-min, ideal for precision control. High rigidity & high torque were achived by uncaged needle roller
For servo motor ABLEREDUCER SSeries Coaxial shaft series Features S series Standard backlash is 3 arc-min, ideal for precision control. High rigidity & high torque were achived by uncaged needle roller
SHIMPO_表1-表4
 For servo motor ABLEREDUCER L Series Features Coaxial shaft series L series Helical gears contribute to reduce vibration and noise. Standard backlash is 5 arc-min, ideal for precision control. High rigidity
For servo motor ABLEREDUCER L Series Features Coaxial shaft series L series Helical gears contribute to reduce vibration and noise. Standard backlash is 5 arc-min, ideal for precision control. High rigidity
Three Point Inside Micrometers
 三點式內徑測微器 ( 刻劃式 ) Three Point Inside Micrometer (Vernier) TP-9006 TP-9008 TP-9010 TP-9012 TP-9016 TP-9020 TP-9025 TP-9030 TP-9040 TP-9050 TP-9062 TP-9075 TP-9087 6-8mm 8-10mm 10-12mm 12-16mm 16-20mm 20-25mm
三點式內徑測微器 ( 刻劃式 ) Three Point Inside Micrometer (Vernier) TP-9006 TP-9008 TP-9010 TP-9012 TP-9016 TP-9020 TP-9025 TP-9030 TP-9040 TP-9050 TP-9062 TP-9075 TP-9087 6-8mm 8-10mm 10-12mm 12-16mm 16-20mm 20-25mm
Captive Screws Styled knob series M3 thread size Smooth knob meets UL-1950 Designed for hand operation Spring ejected Wide variety of sizes, re
 440 47 Captive Screws d knob series M3 thread size Smooth knob meets U-1950 Designed for hand operation Spring ejected Wide variety of sizes, recesses and installation options Material and Finish : Press-in:
440 47 Captive Screws d knob series M3 thread size Smooth knob meets U-1950 Designed for hand operation Spring ejected Wide variety of sizes, recesses and installation options Material and Finish : Press-in:
Su's Precision Toos Internationay Recognized Quaity 自動化製程 Automatic Manufacturing Process 嚴格檢驗流程 Rigorous Quaity Inspection 2
 蘇氏精密工具品質倍受國際肯定 創立於 1976 年,35 載歲月一路走來, 均秉持積極專業技術, 生產高速鋼鑽頭 高鈷端銑刀 鎢鋼鑽頭 鎢鋼立銑刀等切削刀具 ; 並代銷歐洲品牌 ERA BOHER 之高速鋼材, 及提供本公司最專業的熱處理為客戶服務 公司始終以 不斷創新突破, 技術提昇, 現代化經營 作為全體員工共同努力的信念 我們除了不斷鑽研切削新技術, 更投入鉅資不斷引進歐美最先進的加工設備,
蘇氏精密工具品質倍受國際肯定 創立於 1976 年,35 載歲月一路走來, 均秉持積極專業技術, 生產高速鋼鑽頭 高鈷端銑刀 鎢鋼鑽頭 鎢鋼立銑刀等切削刀具 ; 並代銷歐洲品牌 ERA BOHER 之高速鋼材, 及提供本公司最專業的熱處理為客戶服務 公司始終以 不斷創新突破, 技術提昇, 現代化經營 作為全體員工共同努力的信念 我們除了不斷鑽研切削新技術, 更投入鉅資不斷引進歐美最先進的加工設備,
CNC_tools_catalogue
 1 Flat Bottom Engraving Bits Material: AA series adopt for Germany K55UF Micro Grain Solid Carbide Good For:Acrylic,Two-color plate,mdf Mode 2T(Tip-size) 2A(Fullangle)))) SHK OVL AAJ3.1001 0.1 10 3.175
1 Flat Bottom Engraving Bits Material: AA series adopt for Germany K55UF Micro Grain Solid Carbide Good For:Acrylic,Two-color plate,mdf Mode 2T(Tip-size) 2A(Fullangle)))) SHK OVL AAJ3.1001 0.1 10 3.175
國 史 館 館 刊 第 23 期 Chiang Ching-kuo s Educational Innovation in Southern Jiangxi and Its Effects (1941-1943) Abstract Wen-yuan Chu * Chiang Ching-kuo wa
 Abstract Wen-yuan Chu * Chiang Ching-kuo wa") 國 史 館 館 刊 第 二 十 三 期 (2010 年 3 月 ) 119-164 國 史 館 1941-1943 朱 文 原 摘 要 1 關 鍵 詞 : 蔣 經 國 贛 南 學 校 教 育 社 會 教 育 掃 盲 運 動 -119- 國 史 館 館 刊 第 23 期 Chiang Ching-kuo s Educational Innovation in Southern Jiangxi and
國 史 館 館 刊 第 二 十 三 期 (2010 年 3 月 ) 119-164 國 史 館 1941-1943 朱 文 原 摘 要 1 關 鍵 詞 : 蔣 經 國 贛 南 學 校 教 育 社 會 教 育 掃 盲 運 動 -119- 國 史 館 館 刊 第 23 期 Chiang Ching-kuo s Educational Innovation in Southern Jiangxi and
基于Proficy软件平台的大直缝埋弧 焊管生产线MES系统——王东明(初编辑稿-作者修改)
") 基 于 Proficy 智 能 平 台 的 JCOE 生 产 线 MES 系 统 研 究 王 东 明 ( 天 水 锻 压 机 床 有 限 公 司 国 家 级 企 业 技 术 中 心 甘 肃 省 制 管 工 程 研 发 中 心 甘 肃 741020) 摘 要 : 介 绍 了 基 于 西 门 子 TIA 全 集 成 自 动 化 平 台, 构 建 JCOE 生 产 线 基 础 自 动 化 系 统 ; 基
基 于 Proficy 智 能 平 台 的 JCOE 生 产 线 MES 系 统 研 究 王 东 明 ( 天 水 锻 压 机 床 有 限 公 司 国 家 级 企 业 技 术 中 心 甘 肃 省 制 管 工 程 研 发 中 心 甘 肃 741020) 摘 要 : 介 绍 了 基 于 西 门 子 TIA 全 集 成 自 动 化 平 台, 构 建 JCOE 生 产 线 基 础 自 动 化 系 统 ; 基
毅嘉电子(苏州)有限公司
有限公司") 361022 0592-65167777 IT IT ERP 5 100176 01067878899 01067874431 022-25328282 022-25328301 300457 1987 1992 15 5 300457 022-66298726 022-66298727 1995 2 27 50% CDMA Beijing Jones Introduction Beijing
361022 0592-65167777 IT IT ERP 5 100176 01067878899 01067874431 022-25328282 022-25328301 300457 1987 1992 15 5 300457 022-66298726 022-66298727 1995 2 27 50% CDMA Beijing Jones Introduction Beijing
Microsoft Word - P SDV series.DOC
 片式压敏电阻器 SDV 系列 Chip SDV Series Operating Temp. : -55 ~ +125 特征 SMD 结构适合高密度安装 优异的限压比, 响应时间短 (
片式压敏电阻器 SDV 系列 Chip SDV Series Operating Temp. : -55 ~ +125 特征 SMD 结构适合高密度安装 优异的限压比, 响应时间短 (
Roller Guide System V33/V43 VERTICAL MACHINING CENTER LONG CHANG MACHINERY CO., LTD.
 Roller Guide System V33/V43 VERTICAL MACHINING CENTER LONG CHANG MACHINERY CO., LTD. Fully enclosed splashguard for elegant outlook With standard flat-type removal mechanism. MEEHANITE cast iron for all
Roller Guide System V33/V43 VERTICAL MACHINING CENTER LONG CHANG MACHINERY CO., LTD. Fully enclosed splashguard for elegant outlook With standard flat-type removal mechanism. MEEHANITE cast iron for all
g 100mv /g 0. 5 ~ 5kHz 1 YSV8116 DASP 1 N 2. 2 [ M] { x } + [ C] { x } + [ K]{ x } = { f t } 1 M C K 3 M C K f t x t 1 [ H( ω )] = - ω 2
![g 100mv /g 0. 5 ~ 5kHz 1 YSV8116 DASP 1 N 2. 2 [ M] { x } + [ C] { x } + [ K]{ x } = { f t } 1 M C K 3 M C K f t x t 1 [ H( ω )] = - ω 2](/thumbs/50/26301205.jpg "g 100mv /g 0. 5 ~ 5kHz 1 YSV8116 DASP 1 N 2. 2 [ M] { x } + [ C] { x } + [ K]{ x } = { f t } 1 M C K 3 M C K f t x t 1 [ H( ω )] = - ω 2") 10 2016 10 No. 10 Modular Machine Tool & Automatic Manufacturing Technique Oct. 2016 1001-2265 2016 10-0012 - 05 DOI 10. 13462 /j. cnki. mmtamt. 2016. 10. 004 * 116024 MIMO TH166 TG502 A Dynamic Performance
10 2016 10 No. 10 Modular Machine Tool & Automatic Manufacturing Technique Oct. 2016 1001-2265 2016 10-0012 - 05 DOI 10. 13462 /j. cnki. mmtamt. 2016. 10. 004 * 116024 MIMO TH166 TG502 A Dynamic Performance
untitled
 20 90 1998 2001 1 Abstract Under the environment of drastic competitive market, risk and uncertainty that the enterprise faces are greater and greater, the profit ability of enterprise assets rises and
20 90 1998 2001 1 Abstract Under the environment of drastic competitive market, risk and uncertainty that the enterprise faces are greater and greater, the profit ability of enterprise assets rises and
捨棄式中心鑽 >> i-center 中心钻是 Nine9 全世界專利的發明商標 提供捨棄式刀片系統, 提昇您的加工性能 Features 世界第一的捨棄式中心钻縮短刀具設置及加工中心孔時間 壽命長, 成本低 高速切削, 高進給率 特殊刀片設計, 提升加工速度 例如 : 加工碳鋼中心孔, 轉速可達
 捨棄式中心鑽 >> i-center 中心钻是 Nine9 全世界專利的發明商標 提供捨棄式刀片系統, 提昇您的加工性能 Features 世界第一的捨棄式中心钻縮短刀具設置及加工中心孔時間 壽命長, 成本低 高速切削, 高進給率 特殊刀片設計, 提升加工速度 例如 : 加工碳鋼中心孔, 轉速可達 6rpm 與 6mm/min. 進給率 (.1mm/rev.) 刀具更換便利 刀片軸向定位精準度於.5mm(.2
捨棄式中心鑽 >> i-center 中心钻是 Nine9 全世界專利的發明商標 提供捨棄式刀片系統, 提昇您的加工性能 Features 世界第一的捨棄式中心钻縮短刀具設置及加工中心孔時間 壽命長, 成本低 高速切削, 高進給率 特殊刀片設計, 提升加工速度 例如 : 加工碳鋼中心孔, 轉速可達 6rpm 與 6mm/min. 進給率 (.1mm/rev.) 刀具更換便利 刀片軸向定位精準度於.5mm(.2
A SE Single Flute Endmills N O A SE Einzahn Fräser Operation Frese A SE 1 tagliente Fraises A SE à une dent A SE 系列立铣刀 - 1 刃 EP Ø N Z Helix Angle Flut
 ENMIS Wide range of carbide endmills For Aluminium and non-ferrous materials This series includes endmills and ballnose A SE Single Flute Endmills N O A SE Einzahn Fräser Operation Frese A SE 1 tagliente
ENMIS Wide range of carbide endmills For Aluminium and non-ferrous materials This series includes endmills and ballnose A SE Single Flute Endmills N O A SE Einzahn Fräser Operation Frese A SE 1 tagliente
, (), 15,,,,, 2,,,1000 2,,, 5, ;, 5,,3,,,4 2,,, :, , , ,
, 15,,,,, 2,,,1000 2,,, 5, ;, 5,,3,,,4 2,,, :, , , ,") ,,,,,,, 1924 1927,,,,, 1993 5 (1988 ), 1 2002 2 1927, (), 15,,,,, 2,,,1000 2,,, 5, ;, 5,,3,,,4 2,,, :,1927 4 16,1927 4 19,1927 4 18,1927 4 16 2 ,,,,,,,,, 14,, 15,,, 10,, 3, 6,,,,,,,,,,,,, 1,,, 30,,,,2,15
,,,,,,, 1924 1927,,,,, 1993 5 (1988 ), 1 2002 2 1927, (), 15,,,,, 2,,,1000 2,,, 5, ;, 5,,3,,,4 2,,, :,1927 4 16,1927 4 19,1927 4 18,1927 4 16 2 ,,,,,,,,, 14,, 15,,, 10,, 3, 6,,,,,,,,,,,,, 1,,, 30,,,,2,15
Metalworking Tools 萬事達切削刀具分類總覽 BR1801
 Metalworking Tools 萬事達切削刀具分類總覽 BR1801 Solid Endmills Solid Carbide Endmills H700 for High Hardened steel 用於高硬鋼 High Feed, HRC 50~70. 高進給側銑及端銑加工 Low helix, multiple flutes design. SICO, NACO coating. 低螺旋
Metalworking Tools 萬事達切削刀具分類總覽 BR1801 Solid Endmills Solid Carbide Endmills H700 for High Hardened steel 用於高硬鋼 High Feed, HRC 50~70. 高進給側銑及端銑加工 Low helix, multiple flutes design. SICO, NACO coating. 低螺旋
<4D F736F F F696E74202D20A8E2A9A4AA41B0C8B77EB654A9F6B67DA9F1ABE1A141BB4FC657AAF7BFC4AAF7BFC4AA41B0C8B77EA4A7B0D3BEF7BB50AC44BED420A6BFACB C >
 兩 岸 服 務 業 貿 易 開 放 後, 臺 灣 金 融 服 務 業 之 商 機 與 挑 戰 Part I: 兩 岸 服 務 業 貿 易 開 放 Chung Hua Shen 沈 中 華 Department of Finance National Taiwan Univeristy Chung Hua Shen 1 Chung Hua Shen 2 台 資 銀 行 赴 中 國 大 陸 發 展 歷
兩 岸 服 務 業 貿 易 開 放 後, 臺 灣 金 融 服 務 業 之 商 機 與 挑 戰 Part I: 兩 岸 服 務 業 貿 易 開 放 Chung Hua Shen 沈 中 華 Department of Finance National Taiwan Univeristy Chung Hua Shen 1 Chung Hua Shen 2 台 資 銀 行 赴 中 國 大 陸 發 展 歷
<4D6963726F736F667420506F776572506F696E74202D20C6F3D2B5BCB0B2FAC6B7BCF2BDE92DD6D0D3A2CEC420C1F5B9FAD3B1205BBCE6C8DDC4A3CABD5D>
 企 业 及 产 品 简 介 COMPANY & PRODUCTS INTRODUCTION 山 东 泗 水 康 得 新 复 合 材 料 有 限 公 司 SHANDONG SISHUI KANGDE XIN COMPOSITE MATERIAL CO., LTD. 集 团 概 况 KDXGROUP OVERVIEW 1 拥 有 两 大 产 业 群 : 预 涂 膜 和 光 学 膜 1. GROUP HAS
企 业 及 产 品 简 介 COMPANY & PRODUCTS INTRODUCTION 山 东 泗 水 康 得 新 复 合 材 料 有 限 公 司 SHANDONG SISHUI KANGDE XIN COMPOSITE MATERIAL CO., LTD. 集 团 概 况 KDXGROUP OVERVIEW 1 拥 有 两 大 产 业 群 : 预 涂 膜 和 光 学 膜 1. GROUP HAS
热设计网
 例 例 Agenda Popular Simulation software in PC industry * CFD software -- Flotherm * Advantage of Flotherm Flotherm apply to Cooler design * How to build up the model * Optimal parameter in cooler design
例 例 Agenda Popular Simulation software in PC industry * CFD software -- Flotherm * Advantage of Flotherm Flotherm apply to Cooler design * How to build up the model * Optimal parameter in cooler design
Gerolor Motors Series Dimensions A,B C T L L G1/2 M8 G1/ A 4 C H4 E
 Gerolor Motors Series Size CC-A Flange Options-B Shaft Options-C Ports Features 0 0 12 12 1 1 0 0 2 2 31 31 0 0 SAE A 2 Bolt - (2) 4 Bolt Magneto (4) 4 Bolt Square (H4) 1.0" Keyed (C) 2mm Keyed (A) 1.0'
Gerolor Motors Series Size CC-A Flange Options-B Shaft Options-C Ports Features 0 0 12 12 1 1 0 0 2 2 31 31 0 0 SAE A 2 Bolt - (2) 4 Bolt Magneto (4) 4 Bolt Square (H4) 1.0" Keyed (C) 2mm Keyed (A) 1.0'
國立中山大學學位論文典藏.PDF
 TPM TPM TPM TPM TPM TPM TPM TPM TPM : (TPM)MP (Synergy) ii Abstract There are over 60 companies, which have had the experience in TPM implementation, but only 12 companies have got TPM Award until 2000.
TPM TPM TPM TPM TPM TPM TPM TPM TPM : (TPM)MP (Synergy) ii Abstract There are over 60 companies, which have had the experience in TPM implementation, but only 12 companies have got TPM Award until 2000.
 2015 1 330 GLOBAL EDUCATION Vol. 44 No1 2015 / 300387 / 300387 20 20 1926 20 1912 1912 1918 1919 34 1919 1921 1 1922 1923 1925 7 100 2 1922 3 1923 5 1923 1924 4 1927 1949 20 1. 20 5 35 2. 20 20 1927 1949
2015 1 330 GLOBAL EDUCATION Vol. 44 No1 2015 / 300387 / 300387 20 20 1926 20 1912 1912 1918 1919 34 1919 1921 1 1922 1923 1925 7 100 2 1922 3 1923 5 1923 1924 4 1927 1949 20 1. 20 5 35 2. 20 20 1927 1949
2. 贵 阳 沙 文 工 业 园 汉 方 药 业 新 工 厂 资 本 性 支 出 费 用 高 估 : 根 据 我 们 的 访 谈 得 知, 在 2014 财 年, 截 至 2014 年 6 月 30 日, 该 项 目 仅 完 工 约 30% 因 此, 仅 有 人 民 币 2.7-3 千 万 元 (
 公 司 名 称 : 华 瀚 健 康 产 业 控 股 有 限 公 司 HK 00587 行 业 : 健 康 产 业 推 荐 评 级 : 强 烈 卖 出 价 格 ( 截 止 22/09/2016): HKD 0.55 总 市 值 : HKD 40.7 亿 日 均 交 易 量 : 388 万 股 (3 个 月 平 均 值 ) 目 标 价 : HKD 0.00 华 瀚 健 康 产 业 控 股 有 限 公 司
公 司 名 称 : 华 瀚 健 康 产 业 控 股 有 限 公 司 HK 00587 行 业 : 健 康 产 业 推 荐 评 级 : 强 烈 卖 出 价 格 ( 截 止 22/09/2016): HKD 0.55 总 市 值 : HKD 40.7 亿 日 均 交 易 量 : 388 万 股 (3 个 月 平 均 值 ) 目 标 价 : HKD 0.00 华 瀚 健 康 产 业 控 股 有 限 公 司
Microsoft Word - 24.doc
 水 陸 畢 陳 晚 明 飲 食 風 尚 初 探 蕭 慧 媛 桃 園 創 新 技 術 學 院 觀 光 與 休 閒 事 業 管 理 系 摘 要 飲 食 是 人 類 維 持 與 發 展 生 命 的 基 礎 之 一, 飲 食 風 尚 會 隨 著 社 會 地 位 物 質 條 件 以 及 人 為 因 素 轉 移, 不 同 階 層 的 飲 食 方 式, 往 往 標 誌 著 他 們 的 社 會 身 分, 甚 至 反
水 陸 畢 陳 晚 明 飲 食 風 尚 初 探 蕭 慧 媛 桃 園 創 新 技 術 學 院 觀 光 與 休 閒 事 業 管 理 系 摘 要 飲 食 是 人 類 維 持 與 發 展 生 命 的 基 礎 之 一, 飲 食 風 尚 會 隨 著 社 會 地 位 物 質 條 件 以 及 人 為 因 素 轉 移, 不 同 階 層 的 飲 食 方 式, 往 往 標 誌 著 他 們 的 社 會 身 分, 甚 至 反
Microsoft Word doc
 中 考 英 语 科 考 试 标 准 及 试 卷 结 构 技 术 指 标 构 想 1 王 后 雄 童 祥 林 ( 华 中 师 范 大 学 考 试 研 究 院, 武 汉,430079, 湖 北 ) 提 要 : 本 文 从 结 构 模 式 内 容 要 素 能 力 要 素 题 型 要 素 难 度 要 素 分 数 要 素 时 限 要 素 等 方 面 细 致 分 析 了 中 考 英 语 科 试 卷 结 构 的
中 考 英 语 科 考 试 标 准 及 试 卷 结 构 技 术 指 标 构 想 1 王 后 雄 童 祥 林 ( 华 中 师 范 大 学 考 试 研 究 院, 武 汉,430079, 湖 北 ) 提 要 : 本 文 从 结 构 模 式 内 容 要 素 能 力 要 素 题 型 要 素 难 度 要 素 分 数 要 素 时 限 要 素 等 方 面 细 致 分 析 了 中 考 英 语 科 试 卷 结 构 的
30 DENTAL - Kosmetik Management GmbH % D & N Committed to Developing Products with High-quality and High-performance Chlorhexidine
 BarCodes 世界口腔保健專家 D&N DAY AND NIGHT INTERNATIONAL CO., LTD., World Health Expert in Oral Hygiene - An Exclusive Interview with D & N Team to Discuss Product Development and Marketing Specialization Managements
BarCodes 世界口腔保健專家 D&N DAY AND NIGHT INTERNATIONAL CO., LTD., World Health Expert in Oral Hygiene - An Exclusive Interview with D & N Team to Discuss Product Development and Marketing Specialization Managements
18-陈亚莉.FIT)
") 第 42 卷 第 4 期 2016 年 8 月 航 空 发 动 机 Aeroengine Vol. 42 No. 4 Aug. 2016 压 气 机 叶 片 型 面 精 密 数 控 铣 加 工 技 术 应 用 研 究 陈 亚 莉 1, 李 美 荣 2, 宋 成 2 ( 1. 空 军 驻 沈 阳 黎 明 航 空 发 动 机 ( 集 团 ) 有 限 责 任 公 司 军 事 代 表 室, 沈 阳 110043;
第 42 卷 第 4 期 2016 年 8 月 航 空 发 动 机 Aeroengine Vol. 42 No. 4 Aug. 2016 压 气 机 叶 片 型 面 精 密 数 控 铣 加 工 技 术 应 用 研 究 陈 亚 莉 1, 李 美 荣 2, 宋 成 2 ( 1. 空 军 驻 沈 阳 黎 明 航 空 发 动 机 ( 集 团 ) 有 限 责 任 公 司 军 事 代 表 室, 沈 阳 110043;
Abstract Today, the structures of domestic bus industry have been changed greatly. Many manufacturers enter into the field because of its lower thresh
 SWOT 5 Abstract Today, the structures of domestic bus industry have been changed greatly. Many manufacturers enter into the field because of its lower threshold. All of these lead to aggravate drastically
SWOT 5 Abstract Today, the structures of domestic bus industry have been changed greatly. Many manufacturers enter into the field because of its lower threshold. All of these lead to aggravate drastically
114 鄭國雄 陳俊宏 臺北捷運的新材料 新工法與新技術 累積四分之一世紀的若干標竿分享 一 前言 臺北都會區大眾捷運系統目前已完工通車的路網包括文山內湖線 淡水線 中和線 新店線 南港線 板橋線 土城線 小南門線 南港線東延段 新莊線及蘆洲線等 長度 約 120 公里 計 104 座車站 平常每日
 捷運技術半年刊 第 48 期 113 臺北捷運的新材料 新工法與新技術 累積四分之一世紀的若干標竿分享 鄭國雄 1 陳俊宏 2 摘要 臺北捷運系統自開始規劃至今已長達 25 年 從木柵線 85 年 3 月通車及 86 年淡水線之分 段通車 至目前 120 公里之通車路線 提供民眾享受快速 便捷之現代大眾運輸方式之交通生 活 回想過去 捷運工程為一具技術密集 資金密集性 為規模龐大且複雜之系統工程 當初
捷運技術半年刊 第 48 期 113 臺北捷運的新材料 新工法與新技術 累積四分之一世紀的若干標竿分享 鄭國雄 1 陳俊宏 2 摘要 臺北捷運系統自開始規劃至今已長達 25 年 從木柵線 85 年 3 月通車及 86 年淡水線之分 段通車 至目前 120 公里之通車路線 提供民眾享受快速 便捷之現代大眾運輸方式之交通生 活 回想過去 捷運工程為一具技術密集 資金密集性 為規模龐大且複雜之系統工程 當初
USA Maple UD-S683 3pc Shell Pack in Vintage Blond (VBO) S-5514-HBR Hammered Brass Snare 5600PK Gibraltar Hardware Pack
 S-5514-HBR Hammered Brass Snare 5600PK Gibraltar Hardware Pack") USA Maple UD-S683 3pc Shell Pack in Vintage Blond (VBO) S-5514-HBR Hammered Brass Snare 5600PK Gibraltar Hardware Pack UD-F824K 4pc Shell Pack in Cherry Red (CRO) UD-F804K 4pc Shell Pack in Azure Blue
USA Maple UD-S683 3pc Shell Pack in Vintage Blond (VBO) S-5514-HBR Hammered Brass Snare 5600PK Gibraltar Hardware Pack UD-F824K 4pc Shell Pack in Cherry Red (CRO) UD-F804K 4pc Shell Pack in Azure Blue
发 展 战 略 油 机 关 机 构 如 何 进 行 调 整, 无 论 是 在 石 油 工 业 部 时 期, 还 是 在 总 公 司 集 团 公 司 时 期, 战 略 和 政 策 研 究 一 直 得 到 领 导 重 视 中 国 石 油 总 部 机 关 始 终 明 确 有 战 略 和 政 策 研 究 归
 加 强 中 国 石 油 战 略 和 政 策 研 究 的 若 干 思 考 1 周 敬 成 1 许 萍 2 杜 一 博 1. 中 国 石 油 天 然 气 集 团 公 司 政 策 研 究 室 ;2. 中 国 石 油 华 北 油 田 公 司 第 一 采 油 厂 摘 要 : 在 现 代 企 业 发 展 和 竞 争 中, 战 略 处 于 核 心 地 位 中 国 石 油 作 为 国 有 骨 干 企 业 和 特 大
加 强 中 国 石 油 战 略 和 政 策 研 究 的 若 干 思 考 1 周 敬 成 1 许 萍 2 杜 一 博 1. 中 国 石 油 天 然 气 集 团 公 司 政 策 研 究 室 ;2. 中 国 石 油 华 北 油 田 公 司 第 一 采 油 厂 摘 要 : 在 现 代 企 业 发 展 和 竞 争 中, 战 略 处 于 核 心 地 位 中 国 石 油 作 为 国 有 骨 干 企 业 和 特 大
Our Mission ICAPlants has been working since a long time in industrial automation, developing specific solutions for many industrial purposes to satis
 Tyres Assembly Systems Our Mission ICAPlants has been working since a long time in industrial automation, developing specific solutions for many industrial purposes to satisfy Customers worldwide. Our
Tyres Assembly Systems Our Mission ICAPlants has been working since a long time in industrial automation, developing specific solutions for many industrial purposes to satisfy Customers worldwide. Our
<4D6963726F736F667420576F7264202D203338B4C12D42A448A4E5C3C0B34EC3FE2DAB65ABE1>
 ϲ ฯ र ቑ ጯ 高雄師大學報 2015, 38, 63-93 高雄港港史館歷史變遷之研究 李文環 1 楊晴惠 2 摘 要 古老的建築物往往承載許多回憶 也能追溯某些歷史發展的軌跡 位於高雄市蓬 萊路三號 現為高雄港港史館的紅磚式建築 在高雄港三號碼頭作業區旁的一片倉庫 群中 格外搶眼 這棟建築建成於西元 1917 年 至今已將近百年 不僅躲過二戰戰 火無情轟炸 並保存至今 十分可貴 本文透過歷史考證
ϲ ฯ र ቑ ጯ 高雄師大學報 2015, 38, 63-93 高雄港港史館歷史變遷之研究 李文環 1 楊晴惠 2 摘 要 古老的建築物往往承載許多回憶 也能追溯某些歷史發展的軌跡 位於高雄市蓬 萊路三號 現為高雄港港史館的紅磚式建築 在高雄港三號碼頭作業區旁的一片倉庫 群中 格外搶眼 這棟建築建成於西元 1917 年 至今已將近百年 不僅躲過二戰戰 火無情轟炸 並保存至今 十分可貴 本文透過歷史考證
Mechanical Science and Technology for Aerospace Engineering October Vol No. 10 Web SaaS B /S Web2. 0 Web2. 0 TP315 A
 2012 10 31 10 Mechanical Science and Technology for Aerospace Engineering October Vol. 31 2012 No. 10 Web2. 0 400030 SaaS B /S Web2. 0 Web2. 0 TP315 A 1003-8728 2012 10-1638-06 Design and Implementation
2012 10 31 10 Mechanical Science and Technology for Aerospace Engineering October Vol. 31 2012 No. 10 Web2. 0 400030 SaaS B /S Web2. 0 Web2. 0 TP315 A 1003-8728 2012 10-1638-06 Design and Implementation
K301Q-D VRT中英文说明书141009
 THE INSTALLING INSTRUCTION FOR CONCEALED TANK Important instuction:.. Please confirm the structure and shape before installing the toilet bowl. Meanwhile measure the exact size H between outfall and infall
THE INSTALLING INSTRUCTION FOR CONCEALED TANK Important instuction:.. Please confirm the structure and shape before installing the toilet bowl. Meanwhile measure the exact size H between outfall and infall
世新稿件end.doc
 Research Center For Taiwan Economic Development (RCTED) 2003 8 1 2 Study of Operational Strategies on Biotechnology Pharmaceutical Products Industry in Taiwan -- Case Study on Sinphar Pharmaceutical Company
Research Center For Taiwan Economic Development (RCTED) 2003 8 1 2 Study of Operational Strategies on Biotechnology Pharmaceutical Products Industry in Taiwan -- Case Study on Sinphar Pharmaceutical Company
 ELECTRIC DRIVE FOR LOCOMOTIVES The Research and Development of Modern Railway Traction and Control Technology (CSR Zhuzhou Institute Co., Ltd., Zhuzhou, Hunan 412001, China) Abstract: The technology of
ELECTRIC DRIVE FOR LOCOMOTIVES The Research and Development of Modern Railway Traction and Control Technology (CSR Zhuzhou Institute Co., Ltd., Zhuzhou, Hunan 412001, China) Abstract: The technology of
M M. 20
 37 1 Vol. 37 No.1 2 0 1 6 1 TSINGHUA JOURNAL OF EDUCATION Jan. 2 0 1 6 4. 0 100872 1. 0 2. 0 3. 0 4. 0 4. 0 4. 0 G640 A 1001-4519 2016 01-0006 - 10 DOI 10. 14138 /j. 1001-4519. 2016. 01. 000610 11-12 18
37 1 Vol. 37 No.1 2 0 1 6 1 TSINGHUA JOURNAL OF EDUCATION Jan. 2 0 1 6 4. 0 100872 1. 0 2. 0 3. 0 4. 0 4. 0 4. 0 G640 A 1001-4519 2016 01-0006 - 10 DOI 10. 14138 /j. 1001-4519. 2016. 01. 000610 11-12 18
國立中山大學學位論文典藏.PDF
 93 2 () ()A Study of Virtual Project Team's Knowledge Integration and Effectiveness - A Case Study of ERP Implementation N924020024 () () ()Yu ()Yuan-Hang () ()Ho,Chin-Fu () ()Virtual Team,Knowledge Integration,Project
93 2 () ()A Study of Virtual Project Team's Knowledge Integration and Effectiveness - A Case Study of ERP Implementation N924020024 () () ()Yu ()Yuan-Hang () ()Ho,Chin-Fu () ()Virtual Team,Knowledge Integration,Project
Microsoft Word - 98全國大學校長會議
 目 錄 壹 會 議 議 程 1 貳 專 題 演 講 4 專 題 演 講 ( 一 ): 校 園 民 主 與 學 術 自 由 4 專 題 演 講 ( 二 ): 高 等 教 育 新 視 界 - 彈 性 化 優 質 化 國 際 化 6 專 題 演 講 ( 三 ): 從 學 校 到 工 作 - 談 尊 嚴 勞 動 14 專 題 演 講 ( 四 ): 如 何 重 建 道 德 推 廣 大 學 有 品 運 動 24
目 錄 壹 會 議 議 程 1 貳 專 題 演 講 4 專 題 演 講 ( 一 ): 校 園 民 主 與 學 術 自 由 4 專 題 演 講 ( 二 ): 高 等 教 育 新 視 界 - 彈 性 化 優 質 化 國 際 化 6 專 題 演 講 ( 三 ): 從 學 校 到 工 作 - 談 尊 嚴 勞 動 14 專 題 演 講 ( 四 ): 如 何 重 建 道 德 推 廣 大 學 有 品 運 動 24
BC04 Module_antenna__ doc
 http://www.infobluetooth.com TEL:+86-23-68798999 Fax: +86-23-68889515 Page 1 of 10 http://www.infobluetooth.com TEL:+86-23-68798999 Fax: +86-23-68889515 Page 2 of 10 http://www.infobluetooth.com TEL:+86-23-68798999
http://www.infobluetooth.com TEL:+86-23-68798999 Fax: +86-23-68889515 Page 1 of 10 http://www.infobluetooth.com TEL:+86-23-68798999 Fax: +86-23-68889515 Page 2 of 10 http://www.infobluetooth.com TEL:+86-23-68798999
X UDC A Post-Evaluation Research on SINOPEC Refinery Reconstruction and Expanding Project MBA 厦门大学博硕士论文摘要库
 2003 2 10384 X9915078 UDC A Post-Evaluation Research on SINOPEC Refinery Reconstruction and Expanding Project MBA 2003 2 2003 3 2003 200 / Abstract Post-evaluation is a comprehensive evaluation on an implemented
2003 2 10384 X9915078 UDC A Post-Evaluation Research on SINOPEC Refinery Reconstruction and Expanding Project MBA 2003 2 2003 3 2003 200 / Abstract Post-evaluation is a comprehensive evaluation on an implemented
Ratings Specifications Outstanding Environmental Performance The body resin used by the BOXTC series is a reinforced PBT, which is PBT resin with high
 Box Terminal TOGI s Box Terminals are the choicest terminal boxes for cable connection of industrial equipment, such as machine tool control, switching, power distribution and instrumentation equipment.
Box Terminal TOGI s Box Terminals are the choicest terminal boxes for cable connection of industrial equipment, such as machine tool control, switching, power distribution and instrumentation equipment.
2008 Nankai Business Review 61
 150 5 * 71272026 60 2008 Nankai Business Review 61 / 62 Nankai Business Review 63 64 Nankai Business Review 65 66 Nankai Business Review 67 68 Nankai Business Review 69 Mechanism of Luxury Brands Formation
150 5 * 71272026 60 2008 Nankai Business Review 61 / 62 Nankai Business Review 63 64 Nankai Business Review 65 66 Nankai Business Review 67 68 Nankai Business Review 69 Mechanism of Luxury Brands Formation
a) Rating and Characteristics Disk Type 05D *Rated Rated Peak Varistor Clamping Typ. cap. Series Part No. Rated Voltage Energy Rated Power Current(8 2
 Rating and Characteristics Disk Type 05D *Rated Rated Peak Varistor Clamping Typ. cap. Series Part No. Rated Voltage Energy Rated Power Current(8 2") ZR NR Series (Radial type) Disk type general use ZR type (Low voltage) and NR type (Medium/High Voltage) are for protection of electronics and control eqiupments from surge and noise. 1. Features Superior
ZR NR Series (Radial type) Disk type general use ZR type (Low voltage) and NR type (Medium/High Voltage) are for protection of electronics and control eqiupments from surge and noise. 1. Features Superior
MS24264 连接器
 DETAIL SPECIFICATION SHEET CONNECTORS, RECEPTACLE, ELECTRICAL, FLANGE MOUNTING, MINIATURE, CLASSES E, F, G AND R Inactive for new design for 14 November 1977.For new design, use MIL-DTL-83723, series III,
DETAIL SPECIFICATION SHEET CONNECTORS, RECEPTACLE, ELECTRICAL, FLANGE MOUNTING, MINIATURE, CLASSES E, F, G AND R Inactive for new design for 14 November 1977.For new design, use MIL-DTL-83723, series III,
2005 5,,,,,,,,,,,,,,,,, , , 2174, 7014 %, % 4, 1961, ,30, 30,, 4,1976,627,,,,, 3 (1993,12 ),, 2
,, 2") 3,,,,,, 1872,,,, 3 2004 ( 04BZS030),, 1 2005 5,,,,,,,,,,,,,,,,, 1928 716,1935 6 2682 1928 2 1935 6 1966, 2174, 7014 %, 94137 % 4, 1961, 59 1929,30, 30,, 4,1976,627,,,,, 3 (1993,12 ),, 2 , :,,,, :,,,,,,
3,,,,,, 1872,,,, 3 2004 ( 04BZS030),, 1 2005 5,,,,,,,,,,,,,,,,, 1928 716,1935 6 2682 1928 2 1935 6 1966, 2174, 7014 %, 94137 % 4, 1961, 59 1929,30, 30,, 4,1976,627,,,,, 3 (1993,12 ),, 2 , :,,,, :,,,,,,
标题
 DOI:10. 15942 / j. jcsu. 2016. 03. 001 成 都 体 育 学 院 学 报 2016 年 ( 第 42 卷 ) 第 3 期 Journal of Chengdu Sport University Vol. 42 No. 3. 2016 成 都 体 育 学 院 建 设 体 育 特 色 鲜 明 多 学 科 协 调 发 展 的 高 水 平 应 用 研 究 型 大 学 冶
DOI:10. 15942 / j. jcsu. 2016. 03. 001 成 都 体 育 学 院 学 报 2016 年 ( 第 42 卷 ) 第 3 期 Journal of Chengdu Sport University Vol. 42 No. 3. 2016 成 都 体 育 学 院 建 设 体 育 特 色 鲜 明 多 学 科 协 调 发 展 的 高 水 平 应 用 研 究 型 大 学 冶
课程13-7.FIT)
") 母 亲 给 出 的 答 案 有 个 孩 子 对 一 个 问 题 一 直 想 不 通 : 为 什 么 他 的 同 桌 想 考 第 一 一 下 子 就 考 了 第 一, 而 自 己 想 考 第 一 却 只 考 了 全 班 第 二 十 一 名? 回 家 后 他 问 道 : 妈 妈 我 是 不 是 比 别 人 笨? 我 觉 得 我 和 他 一 样 听 老 师 的 话, 一 样 认 真 地 做 作 业, 可
母 亲 给 出 的 答 案 有 个 孩 子 对 一 个 问 题 一 直 想 不 通 : 为 什 么 他 的 同 桌 想 考 第 一 一 下 子 就 考 了 第 一, 而 自 己 想 考 第 一 却 只 考 了 全 班 第 二 十 一 名? 回 家 后 他 问 道 : 妈 妈 我 是 不 是 比 别 人 笨? 我 觉 得 我 和 他 一 样 听 老 师 的 话, 一 样 认 真 地 做 作 业, 可
(Microsoft Word - 22\264\301\261\306\252\251970610\247\271\246\250.doc)
") 德 霖 學 報 第 二 十 二 期 民 國 97 年 6 月 物 業 管 理 產 業 證 照 所 需 知 識 之 系 所 學 門 歸 屬 剖 析 物 業 管 理 產 業 證 照 所 需 知 識 之 系 所 學 門 歸 屬 剖 析 凌 烽 生 德 霖 技 術 學 院 營 建 科 技 系 副 教 授 兼 系 主 任 摘 要 本 文 主 要 剖 析 內 容, 是 以 大 陸 所 實 施 之 物 業 管 理
德 霖 學 報 第 二 十 二 期 民 國 97 年 6 月 物 業 管 理 產 業 證 照 所 需 知 識 之 系 所 學 門 歸 屬 剖 析 物 業 管 理 產 業 證 照 所 需 知 識 之 系 所 學 門 歸 屬 剖 析 凌 烽 生 德 霖 技 術 學 院 營 建 科 技 系 副 教 授 兼 系 主 任 摘 要 本 文 主 要 剖 析 內 容, 是 以 大 陸 所 實 施 之 物 業 管 理
Contents Performance data Standard efficiency IE1 cast iron three phase motor Performance data Standard efficiency IE1 aluminum three phase motor Perf
 SM Range Three Phase Induction Motor Tianjin Shenchuan Electric Machine Co., Ltd. China Contents Performance data Standard efficiency IE1 cast iron three phase motor Performance data Standard efficiency
SM Range Three Phase Induction Motor Tianjin Shenchuan Electric Machine Co., Ltd. China Contents Performance data Standard efficiency IE1 cast iron three phase motor Performance data Standard efficiency
TWGHs S
 TWGHs S C Gaw Memorial College 東 華 三 院 吳 祥 川 紀 念 中 學 Subject Selection S3 to S4 (2013 年 2 月 版 ) 中 三 升 中 四 選 科 手 冊 新 高 中 課 程 東 華 三 院 吳 祥 川 紀 念 中 學 升 學 及 擇 業 輔 導 處 P. 1 目 錄 選 科 導 言 P.3 升 學 路 徑 P.3 如 何 選
TWGHs S C Gaw Memorial College 東 華 三 院 吳 祥 川 紀 念 中 學 Subject Selection S3 to S4 (2013 年 2 月 版 ) 中 三 升 中 四 選 科 手 冊 新 高 中 課 程 東 華 三 院 吳 祥 川 紀 念 中 學 升 學 及 擇 業 輔 導 處 P. 1 目 錄 選 科 導 言 P.3 升 學 路 徑 P.3 如 何 選
2015年4月11日雅思阅读预测机经(新东方版)
") 剑 桥 雅 思 10 第 一 时 间 解 析 阅 读 部 分 1 剑 桥 雅 思 10 整 体 内 容 统 计 2 剑 桥 雅 思 10 话 题 类 型 从 以 上 统 计 可 以 看 出, 雅 思 阅 读 的 考 试 话 题 一 直 广 泛 多 样 而 题 型 则 稳 中 有 变 以 剑 桥 10 的 test 4 为 例 出 现 的 三 篇 文 章 分 别 是 自 然 类, 心 理 研 究 类,
剑 桥 雅 思 10 第 一 时 间 解 析 阅 读 部 分 1 剑 桥 雅 思 10 整 体 内 容 统 计 2 剑 桥 雅 思 10 话 题 类 型 从 以 上 统 计 可 以 看 出, 雅 思 阅 读 的 考 试 话 题 一 直 广 泛 多 样 而 题 型 则 稳 中 有 变 以 剑 桥 10 的 test 4 为 例 出 现 的 三 篇 文 章 分 别 是 自 然 类, 心 理 研 究 类,
<B7E2C3E6B7E2B5D72E6169>
 AS-INTERFACE AS-INTERFACE PROVEN IN USE AS-INTERFACE AS-INTERFACE System configuration and product overview AS-Interface AS-Interface AS-Interface AS-Interface Safety AS-Interface IEC61508 EN954-1 TUV
AS-INTERFACE AS-INTERFACE PROVEN IN USE AS-INTERFACE AS-INTERFACE System configuration and product overview AS-Interface AS-Interface AS-Interface AS-Interface Safety AS-Interface IEC61508 EN954-1 TUV
University of Science and Technology of China A dissertation for master s degree Research of e-learning style for public servants under the context of
 中 国 科 学 技 术 大 学 硕 士 学 位 论 文 新 媒 体 环 境 下 公 务 员 在 线 培 训 模 式 研 究 作 者 姓 名 : 学 科 专 业 : 导 师 姓 名 : 完 成 时 间 : 潘 琳 数 字 媒 体 周 荣 庭 教 授 二 一 二 年 五 月 University of Science and Technology of China A dissertation for
中 国 科 学 技 术 大 学 硕 士 学 位 论 文 新 媒 体 环 境 下 公 务 员 在 线 培 训 模 式 研 究 作 者 姓 名 : 学 科 专 业 : 导 师 姓 名 : 完 成 时 间 : 潘 琳 数 字 媒 体 周 荣 庭 教 授 二 一 二 年 五 月 University of Science and Technology of China A dissertation for
LTB G4H6-A3 - Mag.Layers Scientific Technics Co., Ltd. - Iiic.Cc
 ofired eramics Series UUNG-G HNOOGY OF RF SOUION Feature 特点 低温共烧陶瓷 ompact Size 体积小 Miniaturized SM packaged in low profile and lightweight. ow oss 低 ow insertion loss, high attenuation. High Soldering
ofired eramics Series UUNG-G HNOOGY OF RF SOUION Feature 特点 低温共烧陶瓷 ompact Size 体积小 Miniaturized SM packaged in low profile and lightweight. ow oss 低 ow insertion loss, high attenuation. High Soldering
南華大學數位論文
 The Digital Divide on the Remote Area: Regarding the community of Ta-Pang in Mt. A-li Abstract Base on the coming of information society, the digital science and technology usage suppose to be the basic
The Digital Divide on the Remote Area: Regarding the community of Ta-Pang in Mt. A-li Abstract Base on the coming of information society, the digital science and technology usage suppose to be the basic
ai
 POPSICLE Y LEXA 80-901-1/-/-7/-0 or indoor domes c use / March 018-01 Designed in Denmark, made in Europe 80-901-1/-/-7/-0 A 3930-10030 Ø10x30mm x8 C D 3930-1000 Ø10x0mm x1 E 3917-1001 M10x1mm x1 J 033-00
POPSICLE Y LEXA 80-901-1/-/-7/-0 or indoor domes c use / March 018-01 Designed in Denmark, made in Europe 80-901-1/-/-7/-0 A 3930-10030 Ø10x30mm x8 C D 3930-1000 Ø10x0mm x1 E 3917-1001 M10x1mm x1 J 033-00
《医学英语》教学大纲
 医 学 英 语 教 学 大 纲 课 程 名 称 : 医 学 英 语 Medical English 开 课 ( 二 级 ) 学 院 : 外 语 教 学 中 心 课 程 性 质 : 必 修 课 学 分 :4 分 学 时 :56 学 时 前 期 课 程 : 大 学 英 语 授 课 对 象 : 本 科 生 七 年 制 学 生 考 核 方 式 : 考 试 课 程 简 介 : 医 学 英 语 是 中 医 英
医 学 英 语 教 学 大 纲 课 程 名 称 : 医 学 英 语 Medical English 开 课 ( 二 级 ) 学 院 : 外 语 教 学 中 心 课 程 性 质 : 必 修 课 学 分 :4 分 学 时 :56 学 时 前 期 课 程 : 大 学 英 语 授 课 对 象 : 本 科 生 七 年 制 学 生 考 核 方 式 : 考 试 课 程 简 介 : 医 学 英 语 是 中 医 英
前 言 一 場 交 換 學 生 的 夢, 夢 想 不 只 是 敢 夢, 而 是 也 要 敢 去 實 踐 為 期 一 年 的 交 換 學 生 生 涯, 說 長 不 長, 說 短 不 短 再 長 的 路, 一 步 步 也 能 走 完 ; 再 短 的 路, 不 踏 出 起 步 就 無 法 到 達 這 次
 壹 教 育 部 獎 助 國 內 大 學 校 院 選 送 優 秀 學 生 出 國 研 修 之 留 學 生 成 果 報 告 書 奧 地 利 約 翰 克 卜 勒 大 學 (JKU) 留 學 心 得 原 就 讀 學 校 / 科 系 / 年 級 : 長 榮 大 學 / 財 務 金 融 學 系 / 四 年 級 獲 獎 生 姓 名 : 賴 欣 怡 研 修 國 家 : 奧 地 利 研 修 學 校 : 約 翰 克 普
壹 教 育 部 獎 助 國 內 大 學 校 院 選 送 優 秀 學 生 出 國 研 修 之 留 學 生 成 果 報 告 書 奧 地 利 約 翰 克 卜 勒 大 學 (JKU) 留 學 心 得 原 就 讀 學 校 / 科 系 / 年 級 : 長 榮 大 學 / 財 務 金 融 學 系 / 四 年 級 獲 獎 生 姓 名 : 賴 欣 怡 研 修 國 家 : 奧 地 利 研 修 學 校 : 約 翰 克 普
[1] Liu Hongwei,2013, Study on Comprehensive Evaluation of Iron and Steel Enterprises Production System s Basic Capacities, International Asia Confere
![[1] Liu Hongwei,2013, Study on Comprehensive Evaluation of Iron and Steel Enterprises Production System s Basic Capacities, International Asia Confere](/thumbs/39/20207255.jpg "[1] Liu Hongwei,2013, Study on Comprehensive Evaluation of Iron and Steel Enterprises Production System s Basic Capacities, International Asia Confere") 刘 洪 伟 工 业 工 程 系 副 教 授 CV 下 载 办 公 电 话 : 电 子 邮 箱 :hw_liu999@tju.edu.cn 研 究 方 向 : 精 益 生 产 与 精 益 管 理 理 论 及 应 用 ; 工 业 工 程 与 信 息 技 术 集 成 管 理 ; 系 统 可 靠 性 理 论 与 方 法 ; 医 院 管 理 理 论 及 应 用 教 育 与 工 作 经 历 时 间 单 位 专
刘 洪 伟 工 业 工 程 系 副 教 授 CV 下 载 办 公 电 话 : 电 子 邮 箱 :hw_liu999@tju.edu.cn 研 究 方 向 : 精 益 生 产 与 精 益 管 理 理 论 及 应 用 ; 工 业 工 程 与 信 息 技 术 集 成 管 理 ; 系 统 可 靠 性 理 论 与 方 法 ; 医 院 管 理 理 论 及 应 用 教 育 与 工 作 经 历 时 间 单 位 专
, : III
 河北师范大学硕士学位论文石家庄公共卫生间设计研究姓名 : 武秀娥申请学位级别 : 硕士专业 : 美术学指导教师 : 张爱民 20100406 , : III Abstract Rapid economic development for the city's construction and development, cities around the country to the city in
河北师范大学硕士学位论文石家庄公共卫生间设计研究姓名 : 武秀娥申请学位级别 : 硕士专业 : 美术学指导教师 : 张爱民 20100406 , : III Abstract Rapid economic development for the city's construction and development, cities around the country to the city in
History 97 97Universal Universal 98Universal 98Magnetek Magnetek ighting Group Universal Technologies ighting Energy Saving Incorporation
 00V EECTROIC BAAST History 97 97Universal Universal 98Universal 98Magnetek 997 00Magnetek ighting Group Universal Technologies ighting 999 00Energy Saving Incorporation P. Company Profile Universal ighting
00V EECTROIC BAAST History 97 97Universal Universal 98Universal 98Magnetek 997 00Magnetek ighting Group Universal Technologies ighting 999 00Energy Saving Incorporation P. Company Profile Universal ighting
錫安教會2015年11月29日分享
 錫 安 教 會 2015 年 11 月 29 日 分 享 第 一 章 : 天 馬 座 行 動 答 問 篇 (2) 問 題 (1): 信 息 中 曾 提 及, 有 一 群 忠 良 的 皇 者 和 精 英 製 造 共 同 信 息, 但 亦 有 一 群 奸 惡 的 如 果 將 來 他 們 來 尋 找 我 們, 顯 示 他 們 是 製 造 共 同 信 息 的 人 這 樣, 我 們 有 沒 有 需 要 或 者
錫 安 教 會 2015 年 11 月 29 日 分 享 第 一 章 : 天 馬 座 行 動 答 問 篇 (2) 問 題 (1): 信 息 中 曾 提 及, 有 一 群 忠 良 的 皇 者 和 精 英 製 造 共 同 信 息, 但 亦 有 一 群 奸 惡 的 如 果 將 來 他 們 來 尋 找 我 們, 顯 示 他 們 是 製 造 共 同 信 息 的 人 這 樣, 我 們 有 沒 有 需 要 或 者
Microsoft PowerPoint ARIS_Platform_en.ppt
 ARIS Platform www.ixon.com.tw ARIS ARIS Architecture of Integrated Information System Prof. Dr. Dr. h.c. mult. August-Wilhelm Scheer ARIS () 2 IDS Scheer AG International Presence >> Partners and subsidiaries
ARIS Platform www.ixon.com.tw ARIS ARIS Architecture of Integrated Information System Prof. Dr. Dr. h.c. mult. August-Wilhelm Scheer ARIS () 2 IDS Scheer AG International Presence >> Partners and subsidiaries
Wire Wound Ceramic Chip Inductor 繞線式陶瓷晶片大电流電感 HPWS Series for High Frequency HPWS 系列適用於高頻 INTRODUCTION 產品介紹 The HPWS is the chip inductors of a wire w
 INTRODUCTION 產品介紹 The HPWS is the chip inductors of a wire wound type widely used in the communication applications, such as cellular phones, television tuners, radios, and other electronic devices. The
INTRODUCTION 產品介紹 The HPWS is the chip inductors of a wire wound type widely used in the communication applications, such as cellular phones, television tuners, radios, and other electronic devices. The
T K mm mm Q345B 600 mm 200 mm 50 mm 600 mm 300 mm 50 mm 2 K ~ 0. 3 mm 13 ~ 15 mm Q345B 25
 23 4 2018 8 Vol. 23 No. 4 JOURNAL OF HARBIN UNIVERSITY OF SCIENCE AND TECHNOLOGY Aug. 2018 Q345B 1 " 1 2 2 2 1. 150040 2. 200125 Q345B 536. 47 MPa 281 HV Q345B DOI 10. 15938 /j. jhust. 2018. 04. 021 TG444
23 4 2018 8 Vol. 23 No. 4 JOURNAL OF HARBIN UNIVERSITY OF SCIENCE AND TECHNOLOGY Aug. 2018 Q345B 1 " 1 2 2 2 1. 150040 2. 200125 Q345B 536. 47 MPa 281 HV Q345B DOI 10. 15938 /j. jhust. 2018. 04. 021 TG444
hks298cover&back
 2957 6364 2377 3300 2302 1087 www.scout.org.hk scoutcraft@scout.org.hk 2675 0011 5,500 Service and Scouting Recently, I had an opportunity to learn more about current state of service in Hong Kong
2957 6364 2377 3300 2302 1087 www.scout.org.hk scoutcraft@scout.org.hk 2675 0011 5,500 Service and Scouting Recently, I had an opportunity to learn more about current state of service in Hong Kong
csr_report_2009.pdf
 4 5 5 6 8 9 10 10 11 12 12 14 16 16 23 25 27 28 30 31 31 32 33 38 39 40 42 44 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 ~ ~KPI 18 19 20 21 22 23 24 25 26 27 28 29 30 31 20,706 22,329 36.53% 63.47% 92.84%
4 5 5 6 8 9 10 10 11 12 12 14 16 16 23 25 27 28 30 31 31 32 33 38 39 40 42 44 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 ~ ~KPI 18 19 20 21 22 23 24 25 26 27 28 29 30 31 20,706 22,329 36.53% 63.47% 92.84%
Microsoft Word - 301E高温样本封面.doc
 无锡卓尔阀业有限公司 301E 三偏心高温 蝶阀 Triple Eccentric High Temperature Butterfly Valves STANDARD SPECIFICATION 301E GENERAL 301E Triple Eccentric High Temperature Butterfly valve 301E Triple eccentric high temperature
无锡卓尔阀业有限公司 301E 三偏心高温 蝶阀 Triple Eccentric High Temperature Butterfly Valves STANDARD SPECIFICATION 301E GENERAL 301E Triple Eccentric High Temperature Butterfly valve 301E Triple eccentric high temperature
8016_2_1page
 VARICONTM PART NUMBERING SYSTEM 00 NO. NUMBER OF CONTACTS 20=020, 38=038, 56=056, 90=090, 120=120 CONTACT CODE INSULATOR V=Standard Type HV=For High Voltage ( ) ( NO. OF CONTACTS) 20,38,56,90,120 (PITCH
VARICONTM PART NUMBERING SYSTEM 00 NO. NUMBER OF CONTACTS 20=020, 38=038, 56=056, 90=090, 120=120 CONTACT CODE INSULATOR V=Standard Type HV=For High Voltage ( ) ( NO. OF CONTACTS) 20,38,56,90,120 (PITCH
untitled
 車 Lathe 切 車 Lathe 歷 車 車 不 料 兩 拉 拉 Collect 車 行 車 切螺 切 車 車 力 輪 headstock 車 tailstock 車 不 度 來 輪 力車 螺 車 螺 lead screw 精 螺 車 行 度 輪 力 連 螺 feed rod 力 車 車 滑 carriage assembly apron 車 良 精 車 Turning Tools 車 A 切 B
車 Lathe 切 車 Lathe 歷 車 車 不 料 兩 拉 拉 Collect 車 行 車 切螺 切 車 車 力 輪 headstock 車 tailstock 車 不 度 來 輪 力車 螺 車 螺 lead screw 精 螺 車 行 度 輪 力 連 螺 feed rod 力 車 車 滑 carriage assembly apron 車 良 精 車 Turning Tools 車 A 切 B
Microsoft Word - 18.doc
 ISSN 1023-2842 山 管 理 評 論 第 ㆓㈩ 卷 第 ㆒ 期 2012 年 ㆔ 號 p.403-422 文 藝 復 興 之 夢 :㆒ 個 微 型 咖 啡 店 的 創 業 歷 程 Dream of Rinascimento: The entrepreneurship of a small coffee shop * 戴 志 言 Chih-Yen Tai 國 立 山 大 業 管 理 系 Department
ISSN 1023-2842 山 管 理 評 論 第 ㆓㈩ 卷 第 ㆒ 期 2012 年 ㆔ 號 p.403-422 文 藝 復 興 之 夢 :㆒ 個 微 型 咖 啡 店 的 創 業 歷 程 Dream of Rinascimento: The entrepreneurship of a small coffee shop * 戴 志 言 Chih-Yen Tai 國 立 山 大 業 管 理 系 Department
Microsoft PowerPoint - ~6631638.ppt
 Fixed Income 1 Why Investing in bonds? 2 CPY Fixed Income Department Overview Professional and experienced team Top-notch client-focused services Offering diversified fixed income products Unique short
Fixed Income 1 Why Investing in bonds? 2 CPY Fixed Income Department Overview Professional and experienced team Top-notch client-focused services Offering diversified fixed income products Unique short
LH_Series_Rev2014.pdf
 REMINDERS Product information in this catalog is as of October 2013. All of the contents specified herein are subject to change without notice due to technical improvements, etc. Therefore, please check
REMINDERS Product information in this catalog is as of October 2013. All of the contents specified herein are subject to change without notice due to technical improvements, etc. Therefore, please check