<4D F736F F F696E74202D20B4D3CAFDD7D6BBAFD6C6D4ECB5BDD6C7C4DCD6C6D4EC2E BBCE6C8DDC4A3CABD5D>
|
|
|
- 妗 郜
- 4 years ago
- Views:
Transcription
1 工业 4.0: 从数字化制造到 智能制造
2 报告提纲 一 为什么要发展智能制造? 一 为什么要发展智能制造? 二 智能制造与工业 4.0 二 工业 4.0 与智能制造 三 数字化制造及其研究进展 四 智能制造技术及应用展望 1





3 1. 中国制造 改变着整个世界 改革开放 30 多年来, 科技进步在制造领域发挥 了重要作用, 人口红利 与 政策红利 相辅相 成, 显著提高了 中国制 造 产品的市场竞争力 - 2-2

4 1. 中国制造 改变着整个世界 中国已经成为全球第二大经济体 中国极可能成为 第五个 世界制造中心 伴随世界制造业的发展, 在不同的阶段形成形成了四大世界级制造中心 中国制造 日本制造 德国制造 美国制造 英国制造
5 1. 中国制造 改变着整个世界 欧美采取贸易保护反制 自 1994 年人民币汇率改革以来, 在中国保持对美商品出口快速增长的同时, 美国对中国产品反倾销调查和反倾销最终措施数量也有了大幅地增长 4


6 2. 美国对 中国制造 的忧虑 寻求技术跨越 美国奇点大学著名教授瓦德瓦 2012 年 1 月 11 日在 华盛顿邮 报 认为 : 我们将人工智能 机器人和 数字制造相结合, 使得美国企 业家在本土建厂, 生产出各种 产品, 这是一场制造业的革命 中国还如何能与我们竞争? 很快就轮到中国担忧了
7 3. 德国制造业面临的压力 老龄化社会带来劳动力减少 资源匮乏, 能效仍需提升产业转移带来国内制造业空心化发展中国家技术实力不断增强经济全球化中, 需要对市场做出快速响应 8 需要根据消费者需求, 实现差异化 个性化的生产 保持制造业国际领先地位所需的标准化 制造业占据全国 GDP 的 25% 出口总额的 60%, 影响极大 6

8 4. 中国制造 亟待技术跨越 产品质量有待提高 在产业链的下游 : 核心技术亟待加强 与欧美产品相比 : 质量存在明显差距 - 7 -
 用工荒 ( 技术工人不足 ) 国家出口退税政策变化 国外 : 周边国家新制造工厂的兴起 越南")
9 4. 中国制造 亟待技术跨越 从价格优势到技术优势转变 国内 : 成本上升 ( 人力 土地 能源 ) 用工荒 ( 技术工人不足 ) 国家出口退税政策变化 国外 : 周边国家新制造工厂的兴起 越南 印度 8
10 报告提纲 一 为什么要发展智能制造? 二 工业 4.0 与智能制造 三 数字化制造及其研究进展 四 智能制造技术及应用展望 9


11 1. 工业革命发展历程 第四次工业革命智能化工厂智能装备及信息通信 第三次工业革命 高自动化柔性生产计算机信息技术驱动 第二次工业革命批量流水线生产电力驱动 第一次工业革命机械化生产 蒸汽驱动 18 世纪末 20 世纪初 70 年代初 至今 10








12 1. 工业革命发展历程 蒸汽机普通机床数控机床智能机床 加工装备 + 电动机 = 电气化 机床 + 电脑 = 按编程操作 适应能力低 数控机床 + 智能控制 = 工艺优化提升 30%-3 倍 工业 1.0: 机械化工业 2.0: 电气化工业 3.0: 数字化工业 4.0: 智能化
13 1. 工业革命发展历程 一 工业 4.0 的意义 工业 1.0
14 1. 工业革命发展历程 一 工业 4.0 的意义 工业 2.0
15 1. 工业革命发展历程 工业 3.0






16 2. 数字化制造的特征 采用数学化仿真手段, 对制造过程中制造装备 制造系统以及产品性能进行定量描述, 使工艺设计从基于经验的试凑向基于科学推理转变 铣削机床镗拉机床 生产线系统 材料毛坯 实物产品 冲压机床 焊接装备
17 2. 数字化制造的特征 数字化技术体系 : 产品表达数字化 制造装备数字化 制造工艺数字化 制造系统数字化 制造系统数字化 CAD:UG/Catia/PRO-E CAE:Nastran/Ansys 影响产品性能 产品数字化 PDM: Team-Center ERP: SAP Enovia 影响制造效率 控制 :NC,CNC,DNC 系统 :MC,FMC,FMS 影响制造效率 装备数字化 制造系统数字化 工艺数字化 涉及装备与产品的几何 力学行为的耦合! CAPP DFX? 影响制造质量 16
18 2. 数字化制造的特征



19 3. 智能化制造的特征 工艺设计智能化 知识化 传感检测信息化 实时化 装备运行境检测 制造工艺的智能设计 制造工艺的实时规划 制造质量的检测 控制执行 柔性化 自动化 装备自动控制 装备柔性操作
20 报告提纲 一 为什么要发展智能制造? 二 工业 4.0 与智能制造 三 数字化制造及其研究进展 四 智能制造技术及应用展望






21 1. 数字化手段有效地提升了产品开发质量 飞机数字化开发 (B777) 美国 B777 的应用效果 开发周期 :9 年 4.5 年 成本降低 :25% 100% 整机数字化设计 世界垄断与霸主地位 20
22 1. 数字化手段有效地提升了产品开发质量 飞机数字化开发 (B787) Production Integration Center

23 1. 数字化手段有效地提升了产品开发质量 飞机数字化开发 (B787) 视频会议 车间 车间 质量管控 生产监控 生产管控人员 人员 技术工程师 技术支持 全球物流专家 采购管理人员 供应商管理人员 环境预警 物流准备 高清视频 生产信息 物流信息等 技术支持 质量管理 物流支持 采购支持 环境信息支持 生产 装配现场 装配现场 全球供应商工厂...




24 1. 数字化手段有效地提升了产品开发质量 数控纺织机械 手动式 半自动 全数控 数控织机, 由原来 3-4 小时 / 毛衣, 变为 40 分钟 / 毛衣,1 个工人操作 5-10 台机器




25 1. 数字化手段有效地提升了产品开发质量 数控印刷机械 机械长轴传动 最高速度 :160 米 / 分 电子长轴传动 以电子虚拟轴作为主导轴, 机器各单元分散驱动 ; 传动由智能化驱动器高精度控制的电子长轴 ; 最高印刷速度 : 350 米 / 分







26 1. 数字化手段有效地提升了产品开发质量 汽车数字化开发 通用公司应用状况 开发周期 (48 月 24 月 12 月 ) 碰撞试验 (100 次 50 次 ) 个性化定单 3 小时 通过在线采购降低成本 10% 产品概念设计 产品详细设计
27 2. 产品数字化制造的技术体系 宏观制造过程 制造资源 环境的数字化 微观制造过程 经营 维修 使用数字化 管理决策过程的数字化 最终 CAD/CAE/CAM NC/CNC/FMS CAPP/VA/DFX 产 / 基于网络的制造 / 加工过程仿真品 数字化制造的支撑技术 :IGES STEP PDM MIS ERP








28 2. 汽车数字化制造的技术体系 汽车数字化开发 --FORD C3P(CAD/CAE/CAM/PDM) 结构设计 工艺设计 概念设计 虚拟测试 以虚拟样机技术支持自主车型整车开发全过程
29 2. 汽车数字化制造的技术体系 汽车数字化开发 虚拟样机 概念 CAD 结构设计 控制设计 可装配性设计可制造性分析 整车结构分析 iman PDM 验证与测试 其他性能分析 数据库 虚拟样机 整车行驶性评价 人机工程 碰撞安全分析 振 噪分析 实车制造
30 2. 汽车数字化制造的技术体系 汽车数字化开发 协同开发 集团 1 开发平台 汽车行业知识 / 数据库 集团 2 开发平台 动态联盟关系 动态联盟关系 设计中心 钢厂 研究院所 零部件企业 设备制造企业



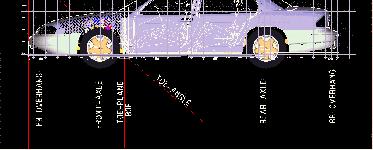
31 3. 关键技术 -- 汽车数字化样机技术 功能 形状 匹配




")









32 3. 关键技术 -- 汽车数字化样机技术 数字化样机系统 底盘系统 发动机 制动系统 悬架系统 数字化样机 几何模型 功能模型 31 ( 零部件, 子系统 ) 样机模型 31








33 3. 关键技术 -- 汽车数字化样机技术 数字化样机试验 32









34 3. 关键技术 -- 汽车数字化样机技术 数字化样机评审 底盘系统 发动机 制动系统 悬架系统 System-Level Design Review 系统级设计评审与决策 33



35 3. 关键技术 -- 车身制造数字化工艺 工艺动态调试与优化 零件成形部件连接整机装配 薄板产品制造误差 仿真分析与评价 薄板成形工艺稳健设计 单工位装配偏差精确仿真 多工位偏差流系统仿真 34

")



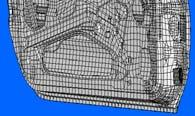
36 3. 关键技术 -- 车身制造数字化工艺 1) 冲压成形工艺稳健设计 - 研究背景 材料波动摩擦波动压机波动 产品设计 成形工艺参数 布概率密 拉延筋 1 拉延筋 2 质量分度 成形模具 考察的指标 拉延筋 3 拉延筋 4 如何通过成形工艺参数设计, 降低质量波动对随机工艺参数的敏感度? 实际成形零件

")






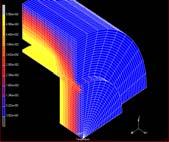
37 3. 关键技术 -- 车身制造数字化工艺 1) 冲压成形工艺稳健设计 - 成形仿真 零件 成形性分析
38 3. 关键技术 -- 车身制造数字化工艺 1) 冲压成形工艺稳健设计 - 成形仿真 某车副车架液压成形过程仿真
39 3. 关键技术 -- 车身制造数字化工艺 1) 冲压成形工艺稳健设计 - 成形仿真 开口方管滚弯成形过程仿真
 冲压成形工艺稳健设计 - 成形仿真")




 SM 3.72 8% s.t.")
40 3. 关键技术 -- 车身制造数字化工艺 1) 冲压成形工艺稳健设计 - 成形仿真 宝钢集团 6 大类 46 种因素 汽车企业 参数敏材料参数波动度分屈服强度 硬化指数 厚向析双层响应面稳健优化异性 延伸率 压边力 拉伸筋 润滑 冲压方向工艺参数波动 参数敏度分析 冲压稳定性评估 工艺稳健优化设计 SM ( wrinkle wrnikle, SM 起皱和开裂等质量指标与工艺敏感参数的映射关系 质量指标均值和方差与工艺控制参数的映射关系 Min, ) SM % s.t. 质量波动 实现低成本条件下成形质量成形质量的稳定控制 SM
")






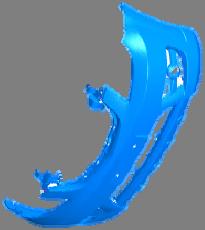
41 3. 关键技术 -- 车身制造数字化工艺 1) 冲压成形工艺稳健设计 - 案例 + 材料和工艺波动 s: MPa r : f : BHF: 吨 三个区域成形相互制约, 且材料与工艺参数波动, 造成开裂起皱缺陷 可控敏感参数 : 毛坯孔轮廓 40 通过毛坯轮廓等参数稳健设计, 降低三个敏感区域对四参数波动的敏感性, 使批量生产条件下侧围外板废品率控制在 0.5% 以内
42 2) 车身装配偏差分析 - 仿真模型 建立薄板多工位装配偏差流的状态空间方程, 实现给定工艺下层次化装配偏差流的定量分析 装配顺序 {k} k=1 k=2 k=3 k=n ( 2 ) 2 V A V B V w m m f 上级装配偏差 A 2 V (1) m (2) V (2) (1) m 偏差传递矩阵 A (2) v1 v 1 (2) (2) (2) 本 A 级 v 装 v 3 接头配置 + 偏差传递率 偏差控制矩阵 B (2) (2) B S f 2 夹具影响 配偏差 v2 v 3 v 8 v9 V m (1) 零件 1 零件 2 v 8 偏差传递路径与传递率 V m (2) 总成 1 v 1 v 2 v 3 v 9 v v 8 0.7











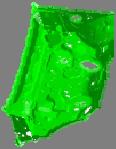


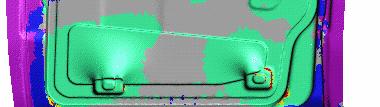
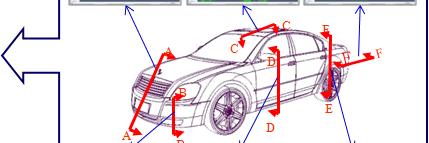
43 2) 车身装配偏差分析 - 应用案例 某车型前舱匹配面临多曲面交汇 多零件变形协调 多偏差流积聚难题, 代表整车装配水平 A 区 间隙 : ±0.5 面差 : C 间隙 : ±0.5 B 间隙 : ±0.55 区面差 : 区面差 : G 区 间隙 : ±1.0 面差 : +1.0 D 区 间隙 : ±0.5 面差 : F 区 间隙 : ±0.5 面差 : E 区 间隙 : ±1.0 面差 : 涉及 5 大总成 84 个薄板件装配, 严重影响前部密封 噪声 外观等产品性能



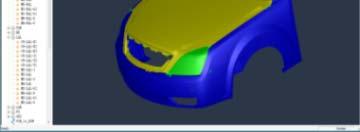

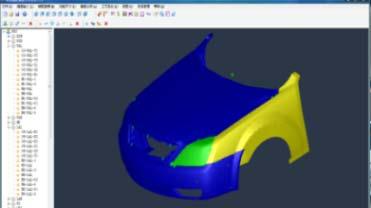

44 2) 车身装配偏差分析 - 应用案例 构建前脸装配偏差封样模型, 预测 7 个关键区域的装配间隙和面差, 确定偏差流传递路径, 快速诊断偏差源 输入参数 装配顺序零件公差 输出结果 A 区 ( 保险杠 ) 配合公差 定位方案 接头形式 B 区 ( 前盖 ) 配合公差 材料参数 C 区 ( 翼子板 ) 配合公差

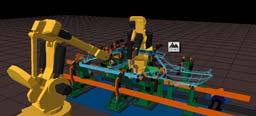
45 3. 关键技术 制造信息集成技术 工艺过程优化 生产执行控制 涂装路由控制 PBS 路由控制 中央控制 物料精准配送 多车间生产排序 物料货架 涂胶工艺切换装置 物料匹配 缸体工装快速切换装置 数据采集识别 生产数据采集车身识别缸盖 3D 扫描 物料搬运
46 4. 当前汽车制造业的总体状态
47 报告提纲 一 为什么要发展智能制造? 二 工业 4.0 与智能制造 三 数字化制造及其研究进展 四 智能制造技术及应用展望
48 1. 智能化工厂实例
49 1. 智能化工厂实例
50 2. 信息物理系统是智能制造的本质 信息物理系统 (CPS)
51 2. 信息物理系统是智能制造的本质 信息 信息计算 CPS 系统通信 物理 物理控制
52 2. 信息物理系统是智能制造的本质 二 工业 4.0 时代的智能制造
53 2. 信息物理系统是智能制造的本质 CPS 平台
54 3. 智能制造的运作 二 工业 4.0 时代的智能制造
55 3. 智能制造的运作
56 3. 智能制造的运作


57 4. 关键支撑技术 将传感器及智能决策软件与装备集成, 实现感知 分析 推理 决策 控制功能, 使工艺能适应制造环境变化 传感检测 装备运行监控 制造质量检测 工艺设计 工艺智能创成 工艺实时规划 控制执行 装备自动控制 装备柔性操作
58 4.关键支撑技术 智能加工装备 智能机床
59 4. 关键支撑技术 智能加工装备 1) 智能机床 性能评价 闭环智能加工系统 性能数据 误差模型 误差补偿 零件 加工过程中传感器数据 加工过程间的检验数据 加工完毕后的检验数据
60 4. 关键支撑技术 智能加工装备 信息塔 (e-tower) 机床信息化, 具有语音 文本和视像等通讯功能 与生产计划调度系统联网, 实时反映机床工作状态和加工进度操作权限指纹确认 工件试切时, 可在屏幕观察加工过程 故障报警显示 在线帮助排除 数码相机 操作权限指纹确认 加工任务完成情况和机床状态可用手机查询
61 4. 关键支撑技术 智能加工装备 2) 智能机器人
 增材制造")




62 4. 关键支撑技术 智能加工装备 3) 增材制造 (3D 打印 ) 增材制造是采用材料逐渐累加的方法制造实体零件的技术, 被誉为有望产生 新一次工业革命 的代表性技术 D 打印技术有待充分成熟, 主流市场有待进一步培育 从技术成熟到适应市场需求还将需要 5~10 年的培育期 3D 打印全球市场规模 ( 亿美元 ) 中国产 3D 打印装备仅占 3% 来源 :Wohlers Associates
63 4. 关键支撑技术 智能传感器 1) 基于智能传感的物联网络 传感器 传感器 传感器 传感器
64 4. 关键支撑技术 智能传感器 基于智能传感的物联网络





65 4. 关键支撑技术 智能制造工艺 装配顺序零件公差定位装夹连接参数 新工艺设计模型 智能车身工艺设计系统
66 4. 关键支撑技术 网络服务


")



67 5. 智能制造应用愿景 中德签署 中德合作行动纲领 2014 年 10 月 10 日, 中华人民共和国国务院总理李克强在访问德国期间和德国总理默克尔, 联合发表了 中德合作行动纲领, 重点突出了双方在制造业就 工业 计划的携手合作 双方将以中国担任 2015 年德国汉诺威消费电子 信息及通信博览会 (CeBIT) 合作伙伴国为契机, 推进两国在移动互联网 物联网 云计算 大数据等领域的合作 借鉴了德国的工业 4.0 计划, 我国也制定了 中国制造 2025 计划, 目前初稿已经完成, 在部分地区已经展开了试点工作, 要在 2025 年对制造业完成升级转型 随着劳动力供给的减少, 用人成本的上升, 我国的制造业亟需转型 虽然面临着众多的问题, 工业 4.0 对于中国的制造业有着举足轻重的意义, 相信就在不远的未来大家就会体验到工业 4.0 带来的便利!
68 5. 智能制造应用愿景 1) 能耗与效益大幅度提升
69 5. 智能制造应用愿景 2) 制造模式变革 1980: OEM 价值链 研发 2. 设计 3. 原型制造 4. 零部件生产 5. 系统集成 6. 销售服务 2025: 开放的价值链 商业模式开发 质量管理 项目管理 工艺过程开发 1. 研发 2. 设计 3. 原型制造 4. 零部件生 产 第二层 第三层 供应链管理 产品生命周期管理 5. 系统集成 6. 销售服务 零部件 系统 子装配体



70 5. 智能制造应用愿景 2) 中国制造技术突破 数控机床工业机器人传感器工艺软件
71 谢谢!
浙江 云南 山西 学院 最高分 最低分 一本线 二本线 最高分 最低分 一本线 二本线 最高分 最低分 一本线 二本线 机械工程 能源与环境系统工程 机械设计制造及其自动化
 2015 年上海工程技术大学本科分数线查询 学院 湖南辽宁新疆 最高分最低分一本线二本线最高分最低分一本线二本线最高分最低分一本线二本线 机械工程 468 458 446 381 能源与环境系统工程 504 501 500 419 449 444 446 381 机械设计制造及其自动化 ( 现代装备与控制工程 ) 计算机科学与技术 自动化 535 534 526 455 475 449 446 381
2015 年上海工程技术大学本科分数线查询 学院 湖南辽宁新疆 最高分最低分一本线二本线最高分最低分一本线二本线最高分最低分一本线二本线 机械工程 468 458 446 381 能源与环境系统工程 504 501 500 419 449 444 446 381 机械设计制造及其自动化 ( 现代装备与控制工程 ) 计算机科学与技术 自动化 535 534 526 455 475 449 446 381
旅游管理 3 电气自动化技术 3 酒店管理 3 智能控制技术 4 计算机网络技术 2 供热通风与空调工程技术 2 电子信息工程技术 2 汽车检测与维修技术 2 物联网应用技术 2 汽车营销与服务 2 会计 3 软件技术 2 财务管理 2 计算机网络技术 2 金融管理 2 电子信息工程技术 2 工商企
 广西普通高招计划 商务英语 2 机电一体化技术 2 商务日语 2 工业机器人技术 2 酒店管理 2 智能控制技术 2 电气自动化技术 2 汽车检测与维修技术 2 软件技术 2 汽车电子技术 2 物联网应用技术 2 软件技术 2 数控技术 4 计算机网络技术 2 会计 2 电子信息工程技术 2 财务管理 2 机械制造与自动化 2 工商企业管理 2 模具设计与制造 4 物流管理 2 材料成型与控制技术
广西普通高招计划 商务英语 2 机电一体化技术 2 商务日语 2 工业机器人技术 2 酒店管理 2 智能控制技术 2 电气自动化技术 2 汽车检测与维修技术 2 软件技术 2 汽车电子技术 2 物联网应用技术 2 软件技术 2 数控技术 4 计算机网络技术 2 会计 2 电子信息工程技术 2 财务管理 2 机械制造与自动化 2 工商企业管理 2 模具设计与制造 4 物流管理 2 材料成型与控制技术
NX Nastran: 适于产品创新的新一代 CAE 系统 eds.com/products/plm/ds NX Nastran 优化工程最佳实践, 并与 NX 的世界级数字化原型开发和仿真能力结合起来, 以帮助企业降低产品全生命周期的成本, 获得竞争优势 NX PLM Solutions
 NX Nastran: 适于产品创新的新一代 CAE 系统 eds.com/products/plm/ds NX Nastran 优化工程最佳实践, 并与 NX 的世界级数字化原型开发和仿真能力结合起来, 以帮助企业降低产品全生命周期的成本, 获得竞争优势 NX PLM Solutions bap!"#$%&' bap=mij=pçäìíáçåë!"#!"#!"#$%&!"#!"#$%&!"#bap!"#$%!"#$%&'()*+,!"#$%&'()*+,!"#$%&'()
NX Nastran: 适于产品创新的新一代 CAE 系统 eds.com/products/plm/ds NX Nastran 优化工程最佳实践, 并与 NX 的世界级数字化原型开发和仿真能力结合起来, 以帮助企业降低产品全生命周期的成本, 获得竞争优势 NX PLM Solutions bap!"#$%&' bap=mij=pçäìíáçåë!"#!"#!"#$%&!"#!"#$%&!"#bap!"#$%!"#$%&'()*+,!"#$%&'()*+,!"#$%&'()
中 国 公 路 学 报 年
 第 卷 第 期年 月 中 国 公 路 学 报 孟 瑾 朱 平 胡志刚 根据耐久性试验中常用的整车台架试验方法 通过多体动力学模型仿真模拟整车在四轮路面 激励下的运动状态 提取车身与底盘连接位置的载荷历程 采用有限元法分析动载荷作用下的车身 结构响应 基于传统的应力 寿命方法 方法 寻找车身薄弱环节 辨识危险零件应力 双轴性 并选择多轴疲劳损伤参量预测车身疲劳寿命 分析结果表明 结合多体动力学与多轴疲劳的寿命
第 卷 第 期年 月 中 国 公 路 学 报 孟 瑾 朱 平 胡志刚 根据耐久性试验中常用的整车台架试验方法 通过多体动力学模型仿真模拟整车在四轮路面 激励下的运动状态 提取车身与底盘连接位置的载荷历程 采用有限元法分析动载荷作用下的车身 结构响应 基于传统的应力 寿命方法 方法 寻找车身薄弱环节 辨识危险零件应力 双轴性 并选择多轴疲劳损伤参量预测车身疲劳寿命 分析结果表明 结合多体动力学与多轴疲劳的寿命
 上海市机器人行业协会信息 2016 年第 10 期 ( 总第 18 期 ) 编者按 : 聚焦安全协作创新未来推动机器人产业健康发展 加快上海科创中心建设, 助力产业升级 打造上海机器人生态圈和产业升级高地的战略思考 ( 一 ) 创新驱动, 深入探索机器人产业发展新模式 ( 二 ) 协同创新, 实现核心零部件和高端产品重大突破 ( 三 ) 开发共享, 构建长三角机器人产业发展新高地 ( 四 )
上海市机器人行业协会信息 2016 年第 10 期 ( 总第 18 期 ) 编者按 : 聚焦安全协作创新未来推动机器人产业健康发展 加快上海科创中心建设, 助力产业升级 打造上海机器人生态圈和产业升级高地的战略思考 ( 一 ) 创新驱动, 深入探索机器人产业发展新模式 ( 二 ) 协同创新, 实现核心零部件和高端产品重大突破 ( 三 ) 开发共享, 构建长三角机器人产业发展新高地 ( 四 )
untitled
 1-1-1 1-1-2 1-1-3 1-1-4 1-1-5 1-1-6 1-1-7 1-1-8 1-1-9 1-1-10 1-1-11 1-1-12 1-1-13 1-1-14 1-1-15 1-1-16 1-1-17 1-1-18 1-1-19 1-1-20 1-1-21 1-1-22 1-1-23 King Express Technology Ltd SAIF II Mauritius(china
1-1-1 1-1-2 1-1-3 1-1-4 1-1-5 1-1-6 1-1-7 1-1-8 1-1-9 1-1-10 1-1-11 1-1-12 1-1-13 1-1-14 1-1-15 1-1-16 1-1-17 1-1-18 1-1-19 1-1-20 1-1-21 1-1-22 1-1-23 King Express Technology Ltd SAIF II Mauritius(china

<4D F736F F D20B9FAB1EACEAFD7DBBACF3739BAC5A3A8B9D8D3DAD3A1B7A2A1B6B1EAD7BCBBAFCAC2D2B5B7A2D5B9A1B0CAAEB6FECEE5A1B1B9E6BBAEA1B7B5C4CDA8D6AAA3A9>
 标准化事业发展 十二五 规划 〇 目 录 一 发展环境 1 2 二 指导思想和发展目标 ( 一 ) 指导思想 3 ( 二 ) 发展目标 4 三 推进现代农业标准化进程 5 6 四 提升制造业标准化水平 7 五 拓展服务业标准化领域 8 ( 一 ) 生产性服务业 9 10 ( 二 ) 生活性服务业 六 加强能源资源环境标准化工作 ( 一 ) 能源生产与利用 11 ( 二 ) 资源开发与综合利用 ( 三
标准化事业发展 十二五 规划 〇 目 录 一 发展环境 1 2 二 指导思想和发展目标 ( 一 ) 指导思想 3 ( 二 ) 发展目标 4 三 推进现代农业标准化进程 5 6 四 提升制造业标准化水平 7 五 拓展服务业标准化领域 8 ( 一 ) 生产性服务业 9 10 ( 二 ) 生活性服务业 六 加强能源资源环境标准化工作 ( 一 ) 能源生产与利用 11 ( 二 ) 资源开发与综合利用 ( 三
成教2014招生计划.xls
 层次 学习形式 专业名称 考试科类 已编计划数 门类 学制 专升本 业余 国际经济与贸易 经济管理类 2 经济学 二年半 专升本 业余 法学 法学类 31 法学 二年半 专升本 业余 教育技术学 教育学类 3 教育学 二年半 专升本 业余 广播电视新闻学 文史 中医类 2 文学 二年半 专升本 业余 艺术设计 艺术类 3 文学 二年半 专升本 业余 机械设计制造及其自动化 理工类 17 工学 二年半
层次 学习形式 专业名称 考试科类 已编计划数 门类 学制 专升本 业余 国际经济与贸易 经济管理类 2 经济学 二年半 专升本 业余 法学 法学类 31 法学 二年半 专升本 业余 教育技术学 教育学类 3 教育学 二年半 专升本 业余 广播电视新闻学 文史 中医类 2 文学 二年半 专升本 业余 艺术设计 艺术类 3 文学 二年半 专升本 业余 机械设计制造及其自动化 理工类 17 工学 二年半
考试时间课程名称级人数考试地点 机械工程 17 级卓越 1 30 D-386 机械工程 17 级卓越 2 30 D-386 自动化 17 级 1 30 D-3108 自动化 17 级 2 30 D-3108 电子信息工程 17 级 1 32 C-170 电子信息工程 17 级 2 32 C-242
 考试时间课程名称级人数考试地点 纺织工程 17 级 1 26 D-282 纺织工程 17 级 2 28 D-282 纺织工程 17 级 3 29 D-284 纺织工程 17 级 4 29 D-284 纺织工程 17 级 5 28 D-286 纺织工程 17 级 6 26 D-286 高分子材料与工程 17 级 1 31 C-142 非织造材料与工程 17 级 1 24 D-2108 纺织工程 17
考试时间课程名称级人数考试地点 纺织工程 17 级 1 26 D-282 纺织工程 17 级 2 28 D-282 纺织工程 17 级 3 29 D-284 纺织工程 17 级 4 29 D-284 纺织工程 17 级 5 28 D-286 纺织工程 17 级 6 26 D-286 高分子材料与工程 17 级 1 31 C-142 非织造材料与工程 17 级 1 24 D-2108 纺织工程 17
数字电子技术 数字电子技术 数字电子技术 数字电子技术 数字电子技术 (A) (A) (A) (A) (A) 电力系统暂态分析 有机化学及实验 有机化学及实验 有机化学及实验 有机化学及实验 大学英语 大学英语 大学英语 大学英语 大学英语 大学英语 (1) 临潼校区重修上课安排
 (A) (A) (A) (A) 电力系统暂态分析 有机化学及实验 有机化学及实验 有机化学及实验 有机化学及实验 大学英语 大学英语 大学英语 大学英语 大学英语 大学英语 (1) 临潼校区重修上课安排") 机械原理包装工程 2015 上课 16 4 9-12 A-202 汪成龙 机械原理包装工程 2016 上课 16 4 9-12 A-202 汪成龙 机械原理 2015 上课 16 4 9-12 A-202 汪成龙 机械原理机械电子工程 2015 上课 16 4 9-12 A-202 汪成龙 机械原理 机械原理 机械原理 机械原理 电路原理 电路原理 电路原理 2015 上课 16 4 9-12 A-202
机械原理包装工程 2015 上课 16 4 9-12 A-202 汪成龙 机械原理包装工程 2016 上课 16 4 9-12 A-202 汪成龙 机械原理 2015 上课 16 4 9-12 A-202 汪成龙 机械原理机械电子工程 2015 上课 16 4 9-12 A-202 汪成龙 机械原理 机械原理 机械原理 机械原理 电路原理 电路原理 电路原理 2015 上课 16 4 9-12 A-202
An b.PDF
 2 3 4 5 6 7 8 9 10 11 12 5 21 8 23 1998 1998 1999 99 99 35 2 13 14 CAD MRP 2000 MIS 2000 2000 1999 9 1 2 15 16 1999 12 31 1 204,283,897.94 77,795,980.32 387,041,104.15 157,448,621.17 2 219,195,653.97 184,436,400.00
2 3 4 5 6 7 8 9 10 11 12 5 21 8 23 1998 1998 1999 99 99 35 2 13 14 CAD MRP 2000 MIS 2000 2000 1999 9 1 2 15 16 1999 12 31 1 204,283,897.94 77,795,980.32 387,041,104.15 157,448,621.17 2 219,195,653.97 184,436,400.00
电感-中文单页
 o 360SERVICE comprehensive scheme for the sensor VALUE TECHNOLOGY QUALITY 着眼 大市场 高科技产品 建设国内一流 国际知名的大型综合化传感器及工业自动化产业集团 十余年来的拼搏使兰宝得以持续稳定地发展 完成了一个中国传感器企业由小到大 由弱到强 并迅速走向世界的发展历程 兰宝愿与国内外同行携手合作 共同为全球客户提供优质的产品和服务
o 360SERVICE comprehensive scheme for the sensor VALUE TECHNOLOGY QUALITY 着眼 大市场 高科技产品 建设国内一流 国际知名的大型综合化传感器及工业自动化产业集团 十余年来的拼搏使兰宝得以持续稳定地发展 完成了一个中国传感器企业由小到大 由弱到强 并迅速走向世界的发展历程 兰宝愿与国内外同行携手合作 共同为全球客户提供优质的产品和服务
nm 8 nm nm nm nm 8 nm 8 IC IC
 100 100nm 8 nm 8 130 130-100 100nm nm 6 147 147 135 135 6 103 103 54 54 9 45 45 7 100 100nm 8 nm 8 IC IC 5 60 60 40 40 3500 3500 5 1600 1600mm mm X/Y/Z X/Y/Z 2200/400/400 2200/400/400mm mm 15 15m/min m/min
100 100nm 8 nm 8 130 130-100 100nm nm 6 147 147 135 135 6 103 103 54 54 9 45 45 7 100 100nm 8 nm 8 IC IC 5 60 60 40 40 3500 3500 5 1600 1600mm mm X/Y/Z X/Y/Z 2200/400/400 2200/400/400mm mm 15 15m/min m/min
前 言
 vi 前 言 随 着 市 场 经 济 的 发 展, 企 业 面 临 着 越 来 越 大 的 竞 争 压 力 市 场 要 求 企 业 以 更 短 的 时 间 提 供 更 好 质 量 更 低 成 本 的 产 品 能 否 满 足 这 种 要 求 已 经 成 为 现 代 企 业 能 否 生 存 和 发 展 的 关 键 在 现 代 企 业 中, 随 着 计 算 机 技 术 和 CAX 应 用 程 序 的 广
vi 前 言 随 着 市 场 经 济 的 发 展, 企 业 面 临 着 越 来 越 大 的 竞 争 压 力 市 场 要 求 企 业 以 更 短 的 时 间 提 供 更 好 质 量 更 低 成 本 的 产 品 能 否 满 足 这 种 要 求 已 经 成 为 现 代 企 业 能 否 生 存 和 发 展 的 关 键 在 现 代 企 业 中, 随 着 计 算 机 技 术 和 CAX 应 用 程 序 的 广
Microsoft Word - 临政办发53.doc
 临 沂 市 人 民 政 府 办 公 室 文 件 临 政 办 发 2015 53 号 临 沂 市 人 民 政 府 办 公 室 关 于 印 发 临 沂 市 推 进 工 业 转 型 升 级 行 动 计 划 (2015-2020 年 ) 的 通 知 各 县 区 人 民 政 府, 市 政 府 各 部 门 各 直 属 机 构, 临 沂 高 新 技 术 产 业 开 发 区 管 委 会, 临 沂 经 济 技 术 开
临 沂 市 人 民 政 府 办 公 室 文 件 临 政 办 发 2015 53 号 临 沂 市 人 民 政 府 办 公 室 关 于 印 发 临 沂 市 推 进 工 业 转 型 升 级 行 动 计 划 (2015-2020 年 ) 的 通 知 各 县 区 人 民 政 府, 市 政 府 各 部 门 各 直 属 机 构, 临 沂 高 新 技 术 产 业 开 发 区 管 委 会, 临 沂 经 济 技 术 开
贸易一体化与生产非一体化
 贸易一体化与生产非一体化 基于经济全球化两个重要假说的实证研究 刘志彪 吴福象 改革开放以来 中国贸易一体化水平持续上升 对此虽然可以利用引力模型加以说明 但其解释力是有限的 本文在对世界范围内的贸易一体化进行统计描述和计量检验的基础上 对包括中国在内的东亚经济体的贸易竞争状况进行了结构分析 结果表明 经济体之间的相似程度越高 贸易量越大 贸易一体化程度也越高 通过各种因素的传导 经济体的出口竞争能力增强
贸易一体化与生产非一体化 基于经济全球化两个重要假说的实证研究 刘志彪 吴福象 改革开放以来 中国贸易一体化水平持续上升 对此虽然可以利用引力模型加以说明 但其解释力是有限的 本文在对世界范围内的贸易一体化进行统计描述和计量检验的基础上 对包括中国在内的东亚经济体的贸易竞争状况进行了结构分析 结果表明 经济体之间的相似程度越高 贸易量越大 贸易一体化程度也越高 通过各种因素的传导 经济体的出口竞争能力增强
公开课培训计划 北京 号课程名称天数 1. 审核员资格 ( 第一 / 第二 / 第三方审核员 ) 价格 ( 人民币含税 ) 一月二月三月四月五月六月七月八月九月十月十一月十二月 IATF 第一 / 第二方审核员资格 IATF 第一 / 第二方审核员考试
 价格 ( 人民币含税 ) 一月二月三月四月五月六月七月八月九月十月十一月十二月 IATF 第一 / 第二方审核员资格 IATF 第一 / 第二方审核员考试") 北京 1. 审核员资格 ( 第一 / 第二 / 第三方审核员 ) 1.1.1 IATF 16949 第一 / 第二方审核员资格 1.1. IATF 16949 第一 / 第二方审核员考试准备 核心工具 1.1. IATF 16949 第一 / 第二方审核员考试,900-7 0-19-1 18-0 1 1,00 8 1 1 1,00 1 4 1.1.4 IATF 16949 面向管理层 1,800 按需求排课
北京 1. 审核员资格 ( 第一 / 第二 / 第三方审核员 ) 1.1.1 IATF 16949 第一 / 第二方审核员资格 1.1. IATF 16949 第一 / 第二方审核员考试准备 核心工具 1.1. IATF 16949 第一 / 第二方审核员考试,900-7 0-19-1 18-0 1 1,00 8 1 1 1,00 1 4 1.1.4 IATF 16949 面向管理层 1,800 按需求排课
第 期 黄雪莲等 响应面优化绿色木霉菌培养基 材料与方法 菌种 仪器与试剂 菌种的活化 单因素试验 响应面优化试验 优化工艺的验证 数据处理 结果与分析
 第 卷第 期 年 月 食品与生物技术学报 响应面优化绿色木霉菌培养基 黄雪莲 于新 仲恺农业工程学院轻工食品学院 广东广州 利用响应面分析法对绿色木霉菌的培养基进行优化 通过测量不同营养条件下绿色木霉 菌落生长直径研究其生物学特性 在单因素实验的基础上 选定葡萄糖添加量 丙氨酸添加量和磷酸二氢钾添加量 个因素进行中心组合实验 建立二次回归方程 并应用响应面分析法进行优化 结果表明 绿色木霉菌最佳培养基为葡萄糖
第 卷第 期 年 月 食品与生物技术学报 响应面优化绿色木霉菌培养基 黄雪莲 于新 仲恺农业工程学院轻工食品学院 广东广州 利用响应面分析法对绿色木霉菌的培养基进行优化 通过测量不同营养条件下绿色木霉 菌落生长直径研究其生物学特性 在单因素实验的基础上 选定葡萄糖添加量 丙氨酸添加量和磷酸二氢钾添加量 个因素进行中心组合实验 建立二次回归方程 并应用响应面分析法进行优化 结果表明 绿色木霉菌最佳培养基为葡萄糖
<4D6963726F736F667420576F7264202D20BEADC3B3CEAFA3ADB9A4D2B5B9E6BBAE2E646F63>
 十 五 工 业 结 构 调 整 规 划 纲 要 国 家 经 济 贸 易 委 员 会 二 OO 一 年 十 月 进 入 二 十 一 世 纪, 我 国 工 业 发 展 面 临 的 国 际 国 内 环 境 正 在 发 生 深 刻 变 化 经 济 全 球 化 趋 势 增 强, 科 技 革 命 迅 猛 发 展, 产 业 结 构 调 整 步 伐 加 快, 国 际 竞 争 更 加 激 烈 加 入 世 界 贸 易
十 五 工 业 结 构 调 整 规 划 纲 要 国 家 经 济 贸 易 委 员 会 二 OO 一 年 十 月 进 入 二 十 一 世 纪, 我 国 工 业 发 展 面 临 的 国 际 国 内 环 境 正 在 发 生 深 刻 变 化 经 济 全 球 化 趋 势 增 强, 科 技 革 命 迅 猛 发 展, 产 业 结 构 调 整 步 伐 加 快, 国 际 竞 争 更 加 激 烈 加 入 世 界 贸 易
 江南大学硕士学位论文图像式刀具预调仪测控系统的设计姓名 : 王诣申请学位级别 : 硕士专业 : 机械制造及自动化指导教师 : 张秋菊 ; 尤丽华 20080601 图像式刀具预调仪测控系统的设计 作者 : 王诣 学位授予单位 : 江南大学 本文读者也读过
江南大学硕士学位论文图像式刀具预调仪测控系统的设计姓名 : 王诣申请学位级别 : 硕士专业 : 机械制造及自动化指导教师 : 张秋菊 ; 尤丽华 20080601 图像式刀具预调仪测控系统的设计 作者 : 王诣 学位授予单位 : 江南大学 本文读者也读过
中国在拉美的经济存在 : 大不能倒? 第 106 期 2
 第 106 期 中国在拉美的经济存在 : 大不能倒? 106 2014 年 12 月 3 日 中国在拉美的经济存在 : 大不能倒? 1 中国在拉美的经济存在 : 大不能倒? 第 106 期 2 第 106 期 中国在拉美的经济存在 : 大不能倒? 3 中国在拉美的经济存在 : 大不能倒? 第 106 期 图 1 2008 年金融危机前后拉美和加勒比地区出口贸易增幅对比 ( 单位 :%) -23 世界
第 106 期 中国在拉美的经济存在 : 大不能倒? 106 2014 年 12 月 3 日 中国在拉美的经济存在 : 大不能倒? 1 中国在拉美的经济存在 : 大不能倒? 第 106 期 2 第 106 期 中国在拉美的经济存在 : 大不能倒? 3 中国在拉美的经济存在 : 大不能倒? 第 106 期 图 1 2008 年金融危机前后拉美和加勒比地区出口贸易增幅对比 ( 单位 :%) -23 世界
<4D6963726F736F667420576F7264202D20B9D8D3DAD3A1B7A2A1B6D6D0B9FAC4DCD4B4BDA8C9E8BCAFCDC5D3D0CFDEB9ABCBBEC1AEBDE0B7E7CFD5B7C0BFD8B9DCC0EDCAB5CAA9B0ECB7A8A3A8CAD4D0D0A3A9A1B7B5C4CDA8D6AA2E646F63>
 中 能 建 党 委 纪 检 2012 18 号 各 所 属 党 委 ( 党 组 工 委 总 支 ): 中 国 能 源 建 设 集 团 有 限 公 司 廉 洁 风 险 防 控 管 理 实 施 办 法 ( 试 行 ) 已 经 集 团 公 司 2012 年 度 第 十 一 次 党 委 常 委 会 议 审 议 通 过, 现 印 发 给 你 们, 请 遵 照 执 行 中 共 中 国 能 源 建 设 集 团 有
中 能 建 党 委 纪 检 2012 18 号 各 所 属 党 委 ( 党 组 工 委 总 支 ): 中 国 能 源 建 设 集 团 有 限 公 司 廉 洁 风 险 防 控 管 理 实 施 办 法 ( 试 行 ) 已 经 集 团 公 司 2012 年 度 第 十 一 次 党 委 常 委 会 议 审 议 通 过, 现 印 发 给 你 们, 请 遵 照 执 行 中 共 中 国 能 源 建 设 集 团 有
控 单 位, 商 贸 公 司 是 具 体 执 行 单 位, 项 目 单 位 是 采 购 单 位 物 资 集 团 化 集 采 配 送 工 作 内 容 一 般 包 括 : 招 标 采 购 合 同 谈 判 合 同 签 订 与 执 行 咨 询 服 务 质 量 控 制 催 交 催 运 运 输 配 送 及 商
 关 于 物 资 集 团 化 集 采 配 送 工 作 的 思 考 陈 丽 琼 ( 中 国 水 利 电 力 物 资 有 限 公 司 北 京 石 景 山 100040) 摘 要 : 本 文 紧 密 联 系 实 际, 从 集 采 配 送 定 义 业 务 流 程 业 务 目 的 入 手 介 绍 物 资 集 团 化 集 采 配 送 工 作 发 展 状 况, 查 摆 集 团 化 集 采 配 送 工 作 中 常 见
关 于 物 资 集 团 化 集 采 配 送 工 作 的 思 考 陈 丽 琼 ( 中 国 水 利 电 力 物 资 有 限 公 司 北 京 石 景 山 100040) 摘 要 : 本 文 紧 密 联 系 实 际, 从 集 采 配 送 定 义 业 务 流 程 业 务 目 的 入 手 介 绍 物 资 集 团 化 集 采 配 送 工 作 发 展 状 况, 查 摆 集 团 化 集 采 配 送 工 作 中 常 见
Microsoft Word - 601007_20110317_5_新建 Microsoft Word 文档.doc
 金 陵 饭 店 股 份 有 限 公 司 内 部 控 制 审 核 报 告 天 衡 专 字 (2011)146 号 金 陵 饭 店 股 份 有 限 公 司 全 体 股 东 : 我 们 接 受 委 托, 审 核 了 金 陵 饭 店 股 份 有 限 公 司 ( 以 下 简 称 金 陵 饭 店 ) 董 事 会 关 于 2010 年 度 公 司 内 部 控 制 评 价 报 告 中 关 于 2010 年 12 月
金 陵 饭 店 股 份 有 限 公 司 内 部 控 制 审 核 报 告 天 衡 专 字 (2011)146 号 金 陵 饭 店 股 份 有 限 公 司 全 体 股 东 : 我 们 接 受 委 托, 审 核 了 金 陵 饭 店 股 份 有 限 公 司 ( 以 下 简 称 金 陵 饭 店 ) 董 事 会 关 于 2010 年 度 公 司 内 部 控 制 评 价 报 告 中 关 于 2010 年 12 月
职 业 教 育 的 学 生 其 意 义 更 为 重 要 对 于 企 业 无 才 无 德 等 于 废 品, 有 德 无 才 等 于 次 品, 有 才 无 德 等 于 危 险 品, 有 德 有 才 等 于 正 品 企 业 用 人 的 原 则 是 有 德 有 才 重 点 使 用, 有 德 无 才 培 养
 附 件 1: 国 际 易 实 务 专 业 人 才 需 求 分 析 报 告 随 着 产 品 制 造 和 流 通 的 全 球 化, 国 际 易 通 量 迅 猛 提 升, 无 论 世 界 经 济 总 量 的 增 长 水 平 如 何 波 动, 各 行 各 业 产 业 链 上 各 个 环 节 的 全 球 化 程 度 都 将 不 可 逆 转 地 保 持 上 升 的 趋 势, 越 来 越 多 的 制 造 企 业
附 件 1: 国 际 易 实 务 专 业 人 才 需 求 分 析 报 告 随 着 产 品 制 造 和 流 通 的 全 球 化, 国 际 易 通 量 迅 猛 提 升, 无 论 世 界 经 济 总 量 的 增 长 水 平 如 何 波 动, 各 行 各 业 产 业 链 上 各 个 环 节 的 全 球 化 程 度 都 将 不 可 逆 转 地 保 持 上 升 的 趋 势, 越 来 越 多 的 制 造 企 业
,,
 2012 ( ) 20121231 1 2 3 18 2012 2,, , 1 2 14 3 4,,,,,,,,,,,,,, 5 2012 1 2 3 4 5 6 7 1 2 3 1 2 ERP 3 ERP 4 5 6 ERP 1,,,,,,, , : ;, ; ; ; ; 2 1.5% 0.5% 1.5% 0.5% 10% 5% 10% 5% 1% 0.5% 1% 0.5% 3 1 2 3 4 10%
2012 ( ) 20121231 1 2 3 18 2012 2,, , 1 2 14 3 4,,,,,,,,,,,,,, 5 2012 1 2 3 4 5 6 7 1 2 3 1 2 ERP 3 ERP 4 5 6 ERP 1,,,,,,, , : ;, ; ; ; ; 2 1.5% 0.5% 1.5% 0.5% 10% 5% 10% 5% 1% 0.5% 1% 0.5% 3 1 2 3 4 10%
燃烧器电子控制系统 目录 2
 聚焦 REC27 燃烧器电子控制系统 燃烧器电子控制系统 目录 2 REC27 燃烧器电子控制系统 2 概述 燃烧器电子控制系统 2 2 2 2 2 A B1 B2 C D E 22 2 2 系统图示 2 2 2 2 2 2 主要特征及优点 燃烧器电子控制系统 2 2 集成控制 2 2 节能 安全运行 运行模式 远程锁定复位 可根据需求提供特殊机型 无接合间隙及机械迟滞 简单的试运行及燃烧器设定 2
聚焦 REC27 燃烧器电子控制系统 燃烧器电子控制系统 目录 2 REC27 燃烧器电子控制系统 2 概述 燃烧器电子控制系统 2 2 2 2 2 A B1 B2 C D E 22 2 2 系统图示 2 2 2 2 2 2 主要特征及优点 燃烧器电子控制系统 2 2 集成控制 2 2 节能 安全运行 运行模式 远程锁定复位 可根据需求提供特殊机型 无接合间隙及机械迟滞 简单的试运行及燃烧器设定 2
(Microsoft Word - \253n\250\312\244\300\250\311.doc)
") 序 南 京 與 香 港, 兩 個 本 是 毫 不 相 干 的 城 市, 因 為 百 多 年 前 的 南 京 條 約, 把 兩 個 城 市 在 某 程 度 上 串 連 上 了 南 京 條 約 使 香 港 在 中 國 大 地 邊 陲 獨 自 發 展, 跑 在 與 神 州 截 然 不 同 的 歷 史 軌 道 上 經 歷 了 百 載 不 同 的 發 展 和 際 遇 後, 南 京 和 香 港, 各 自 在 中
序 南 京 與 香 港, 兩 個 本 是 毫 不 相 干 的 城 市, 因 為 百 多 年 前 的 南 京 條 約, 把 兩 個 城 市 在 某 程 度 上 串 連 上 了 南 京 條 約 使 香 港 在 中 國 大 地 邊 陲 獨 自 發 展, 跑 在 與 神 州 截 然 不 同 的 歷 史 軌 道 上 經 歷 了 百 載 不 同 的 發 展 和 際 遇 後, 南 京 和 香 港, 各 自 在 中
兰州工专2002—2003学年第二学期教学进程安排表(一)
") 兰州工业学院 2014 2015 学年春季教学进程安排表 ( 一 ) 1 机设 ( 本 )12-1 K Z Z S 16 2 1 1 2 机设 ( 本 )12-2 K Z Z S 16 2 1 1 3 机设 ( 本 )12-3 Z Z K S 16 2 1 1 4 机设 ( 本 )12-4 Z Z K S 16 2 1 1 5 机制 12-1 B B Z B Z B Z B Z B Z B Z B
兰州工业学院 2014 2015 学年春季教学进程安排表 ( 一 ) 1 机设 ( 本 )12-1 K Z Z S 16 2 1 1 2 机设 ( 本 )12-2 K Z Z S 16 2 1 1 3 机设 ( 本 )12-3 Z Z K S 16 2 1 1 4 机设 ( 本 )12-4 Z Z K S 16 2 1 1 5 机制 12-1 B B Z B Z B Z B Z B Z B Z B
Microsoft Word - 临政办发31.doc
 临 沂 市 人 民 政 府 办 公 室 文 件 临 政 办 发 2013 31 号 临 沂 市 人 民 政 府 办 公 室 关 于 印 发 临 沂 市 骨 干 企 业 培 植 规 划 (2013 2016 年 ) 的 通 知 各 县 区 人 民 政 府, 市 政 府 各 部 门 各 直 属 机 构, 临 沂 高 新 技 术 产 业 开 发 区 管 委 会, 临 沂 经 济 技 术 开 发 区 管 委
临 沂 市 人 民 政 府 办 公 室 文 件 临 政 办 发 2013 31 号 临 沂 市 人 民 政 府 办 公 室 关 于 印 发 临 沂 市 骨 干 企 业 培 植 规 划 (2013 2016 年 ) 的 通 知 各 县 区 人 民 政 府, 市 政 府 各 部 门 各 直 属 机 构, 临 沂 高 新 技 术 产 业 开 发 区 管 委 会, 临 沂 经 济 技 术 开 发 区 管 委
 哈尔滨工程大学硕士学位论文数控加工中心辅助编程系统的开发姓名 : 张强申请学位级别 : 硕士专业 : 机械制造及其自动化指导教师 : 单忠臣 20030101 数控加工中心辅助编程系统的开发 作者 : 学位授予单位 : 被引用次数 : 张强 哈尔滨工程大学 2 次 本文读者也读过
哈尔滨工程大学硕士学位论文数控加工中心辅助编程系统的开发姓名 : 张强申请学位级别 : 硕士专业 : 机械制造及其自动化指导教师 : 单忠臣 20030101 数控加工中心辅助编程系统的开发 作者 : 学位授予单位 : 被引用次数 : 张强 哈尔滨工程大学 2 次 本文读者也读过
nbqw.doc.doc
 2002 1 2002 2 2002 3 2002 536,981,441.98 397,059,657.32 377,059,540.08 1,488,514,969.66 57,775,344.94 652,170,096.78-138,718,204.49 0 23,529,549.69 390,670,453.18-49,838,312.06 23,529,549.69-3,529,432.45
2002 1 2002 2 2002 3 2002 536,981,441.98 397,059,657.32 377,059,540.08 1,488,514,969.66 57,775,344.94 652,170,096.78-138,718,204.49 0 23,529,549.69 390,670,453.18-49,838,312.06 23,529,549.69-3,529,432.45
WABCO BENDIX WABCO H (12V WABCO FRAME (24V WABCO CAB (24V WABCO BASIC (24V WABCO FRAME (12V WABCO CAB (12V WABCO BASIC (12V 2. 校正 ESP( 车辆电子稳定 系统 传感器 发
 LAUNCH 990 I 万国重型车标准诊断程序 V10.20 可测车型功能一览表 ( 注意 : 仅供参考 发动机 制动器 车身控制器 发动机 变速器 制动器 仪表板 automatic Pre- 3 Box I6(1994-1997 3 Box V8(1994-1997 DLC I6(1998-2004 DLC V8(1998-2004 DLCII I6(2004-2006 DLCII V6(2005-2006
LAUNCH 990 I 万国重型车标准诊断程序 V10.20 可测车型功能一览表 ( 注意 : 仅供参考 发动机 制动器 车身控制器 发动机 变速器 制动器 仪表板 automatic Pre- 3 Box I6(1994-1997 3 Box V8(1994-1997 DLC I6(1998-2004 DLC V8(1998-2004 DLCII I6(2004-2006 DLCII V6(2005-2006
年第 期
 年第 期 论虚拟实践的哲学意蕴 孙伟平 信息技术 虚拟技术 实践 实践形态 虚拟实践 所谓虚拟实践 是指人们按照一定的目的 通过数字化中介系统在虚拟时空进行的 主体与虚拟客体双向对象化的感性活动 它是人们有目的 有意识进行的能动的探索和改造 虚拟客体 同时也提升和改造自身的客观活动 是人类在当代技术革命推动下兴起的一种新型的实践活动形态 具有与传统实践迥然不同的特征 虚拟实在性 即时交互性 自由开放性
年第 期 论虚拟实践的哲学意蕴 孙伟平 信息技术 虚拟技术 实践 实践形态 虚拟实践 所谓虚拟实践 是指人们按照一定的目的 通过数字化中介系统在虚拟时空进行的 主体与虚拟客体双向对象化的感性活动 它是人们有目的 有意识进行的能动的探索和改造 虚拟客体 同时也提升和改造自身的客观活动 是人类在当代技术革命推动下兴起的一种新型的实践活动形态 具有与传统实践迥然不同的特征 虚拟实在性 即时交互性 自由开放性
7 南 水 北 调 东 线 第 一 期 工 程 三 阳 河 潼 河 宝 应 站 工 程 设 计 江 苏 省 水 利 勘 测 设 计 研 究 院 有 限 公 陆 小 伟, 顾 美 娟, 张 仁 田, 王 钧, 焦 建 华, 张 艺, 朱 正 伟, 杨 俊 敬, 徐 文 俊, 张 娟, 钱 祖 宾, 汤
 附 件 : 2015 年 度 全 国 优 秀 水 利 水 电 工 程 勘 测 设 计 奖 获 奖 项 目 公 示 名 单 序 号 项 目 名 称 申 报 单 位 获 奖 人 员 水 利 设 计 金 质 奖 (27 项 ) 1 湖 南 渫 水 皂 市 水 利 枢 纽 工 程 设 计 汪 庆 元, 刘 志 明, 杨 启 贵, 夏 叶 青, 王 超, 雷 长 海, 李 勤 军, 刘 瑞 懿, 金 德 山,
附 件 : 2015 年 度 全 国 优 秀 水 利 水 电 工 程 勘 测 设 计 奖 获 奖 项 目 公 示 名 单 序 号 项 目 名 称 申 报 单 位 获 奖 人 员 水 利 设 计 金 质 奖 (27 项 ) 1 湖 南 渫 水 皂 市 水 利 枢 纽 工 程 设 计 汪 庆 元, 刘 志 明, 杨 启 贵, 夏 叶 青, 王 超, 雷 长 海, 李 勤 军, 刘 瑞 懿, 金 德 山,
 ,,,,, ; ;,,,,,,,,,,,,,, 1938 10,, 11, 1940 3,,, : ; ;,,,?, :,,, 2 /,, 1940,, ;,,,,,,,, :, ;,, ;,,, ;,,,,, :,,,, :,,,, ;,,,,,,,, / 3,,,,,,,,, :,,, 1943, :,,,,, :,, 5,,,,, 1 1 1 1 6 10 13 16 16 26 ( ) 1.
,,,,, ; ;,,,,,,,,,,,,,, 1938 10,, 11, 1940 3,,, : ; ;,,,?, :,,, 2 /,, 1940,, ;,,,,,,,, :, ;,, ;,,, ;,,,,, :,,,, :,,,, ;,,,,,,,, / 3,,,,,,,,, :,,, 1943, :,,,,, :,, 5,,,,, 1 1 1 1 6 10 13 16 16 26 ( ) 1.
打造中国管理软件产业链 ERP普及产业联盟 推动ERP在中国的普及应用 经销合作伙伴 技术平台合作伙伴 富士通 寰球科技 TALENT armitage 科迪奈特 西软科技 SHCS Hinge 日立 中铁信息工程集团 Intel SUN SteelEye HP IBM Microsoft Leno
 UAP 200663 打造中国管理软件产业链 ERP普及产业联盟 推动ERP在中国的普及应用 经销合作伙伴 技术平台合作伙伴 富士通 寰球科技 TALENT armitage 科迪奈特 西软科技 SHCS Hinge 日立 中铁信息工程集团 Intel SUN SteelEye HP IBM Microsoft Lenovo 产品合作伙伴 腾讯 人民时空 SHARP 得安科技 ORIENT 梦龙科技
UAP 200663 打造中国管理软件产业链 ERP普及产业联盟 推动ERP在中国的普及应用 经销合作伙伴 技术平台合作伙伴 富士通 寰球科技 TALENT armitage 科迪奈特 西软科技 SHCS Hinge 日立 中铁信息工程集团 Intel SUN SteelEye HP IBM Microsoft Lenovo 产品合作伙伴 腾讯 人民时空 SHARP 得安科技 ORIENT 梦龙科技
目 录 一 学 院 概 况 ( 一 ) 基 本 情 况 ( 二 ) 办 学 指 导 思 想 二 办 学 基 本 条 件 与 政 府 履 职 ( 一 ) 办 学 基 本 条 件 ( 二 ) 政 府 履 职 三 办 学 成 效 ( 一 ) 专 业 建 设 ( 二 ) 师 资 队 伍 建 设 ( 三 )
 基 本 情 况 ( 二 ) 办 学 指 导 思 想 二 办 学 基 本 条 件 与 政 府 履 职 ( 一 ) 办 学 基 本 条 件 ( 二 ) 政 府 履 职 三 办 学 成 效 ( 一 ) 专 业 建 设 ( 二 ) 师 资 队 伍 建 设 ( 三 )") 驻 马 店 职 业 技 术 学 院 高 等 职 业 教 育 质 量 年 度 报 告 (2015) 目 录 一 学 院 概 况 ( 一 ) 基 本 情 况 ( 二 ) 办 学 指 导 思 想 二 办 学 基 本 条 件 与 政 府 履 职 ( 一 ) 办 学 基 本 条 件 ( 二 ) 政 府 履 职 三 办 学 成 效 ( 一 ) 专 业 建 设 ( 二 ) 师 资 队 伍 建 设 ( 三 ) 实
驻 马 店 职 业 技 术 学 院 高 等 职 业 教 育 质 量 年 度 报 告 (2015) 目 录 一 学 院 概 况 ( 一 ) 基 本 情 况 ( 二 ) 办 学 指 导 思 想 二 办 学 基 本 条 件 与 政 府 履 职 ( 一 ) 办 学 基 本 条 件 ( 二 ) 政 府 履 职 三 办 学 成 效 ( 一 ) 专 业 建 设 ( 二 ) 师 资 队 伍 建 设 ( 三 ) 实
水晶分析师
 大数据时代的挑战 产品定位 体系架构 功能特点 大数据处理平台 行业大数据应用 IT 基础设施 数据源 Hadoop Yarn 终端 统一管理和监控中心(Deploy,Configure,monitor,Manage) Master Servers TRS CRYSTAL MPP Flat Files Applications&DBs ETL&DI Products 技术指标 1 TRS
大数据时代的挑战 产品定位 体系架构 功能特点 大数据处理平台 行业大数据应用 IT 基础设施 数据源 Hadoop Yarn 终端 统一管理和监控中心(Deploy,Configure,monitor,Manage) Master Servers TRS CRYSTAL MPP Flat Files Applications&DBs ETL&DI Products 技术指标 1 TRS
关于硕士专业学位授权审核工作的通知
 2013 年 增 列 硕 士 专 业 学 位 授 权 点 申 请 表 硕 士 专 业 学 位 类 别 ( 工 程 领 域 ): 法 律 硕 士 申 报 单 位 名 称 : 燕 山 大 学 国 务 院 学 位 委 员 会 办 公 室 制 表 2013 年 12 月 30 日 填 一 申 请 增 列 法 律 硕 士 专 业 学 位 授 权 点 论 证 报 告 ( 一 ) 法 律 硕 士 专 业 人 才
2013 年 增 列 硕 士 专 业 学 位 授 权 点 申 请 表 硕 士 专 业 学 位 类 别 ( 工 程 领 域 ): 法 律 硕 士 申 报 单 位 名 称 : 燕 山 大 学 国 务 院 学 位 委 员 会 办 公 室 制 表 2013 年 12 月 30 日 填 一 申 请 增 列 法 律 硕 士 专 业 学 位 授 权 点 论 证 报 告 ( 一 ) 法 律 硕 士 专 业 人 才
附件1:
 2013 年 增 列 硕 专 业 学 位 授 权 点 申 请 表 硕 专 业 学 位 类 别 ( 工 程 领 域 ): 法 律 申 报 单 位 名 称 : 东 北 林 业 大 学 国 务 院 学 位 委 员 会 办 公 室 制 表 2013 年 12 月 8 日 填 -7- 目 录 申 请 增 列 法 律 硕 专 业 学 位 授 权 点 论 证 报 告 1 申 请 增 列 硕 专 业 学 位 授 权
2013 年 增 列 硕 专 业 学 位 授 权 点 申 请 表 硕 专 业 学 位 类 别 ( 工 程 领 域 ): 法 律 申 报 单 位 名 称 : 东 北 林 业 大 学 国 务 院 学 位 委 员 会 办 公 室 制 表 2013 年 12 月 8 日 填 -7- 目 录 申 请 增 列 法 律 硕 专 业 学 位 授 权 点 论 证 报 告 1 申 请 增 列 硕 专 业 学 位 授 权
04 依 法 治 国 理 论 与 实 践 李 和 平 副 教 授 复 试 科 目 :F08 马 克 思 主 义 哲 学 原 理 030203 科 学 社 会 主 义 与 国 际 共 产 主 义 运 动 加 试 科 目 :1 政 治 经 济 学 原 理 3702 科 学 社 会 主 义 的 理 论 与
 延 安 大 学 2016 年 硕 士 研 究 生 招 生 专 业 目 录 培 养 单 位 专 业 研 究 方 向 导 师 招 生 人 数 考 试 科 目 备 注 001 政 治 与 法 学 学 院 65 复 试 科 目 :F06 马 克 思 主 义 哲 学 史 010101 马 克 思 主 义 哲 学 加 试 科 目 :1 毛 泽 东 思 想 与 中 国 特 色 社 会 主 义 理 论 体 系 3701
延 安 大 学 2016 年 硕 士 研 究 生 招 生 专 业 目 录 培 养 单 位 专 业 研 究 方 向 导 师 招 生 人 数 考 试 科 目 备 注 001 政 治 与 法 学 学 院 65 复 试 科 目 :F06 马 克 思 主 义 哲 学 史 010101 马 克 思 主 义 哲 学 加 试 科 目 :1 毛 泽 东 思 想 与 中 国 特 色 社 会 主 义 理 论 体 系 3701
广西师范大学2016硕士研究生招生专业目录.xls
 01 马 克 思 主 义 哲 学 与 当 代 社 会 研 究 02 思 维 哲 学 研 究 03 国 外 马 克 思 主 义 哲 学 研 究 04 政 治 哲 学 研 究 广 西 师 范 大 学 2016 全 日 制 硕 士 研 究 生 招 生 专 业 目 录 注 : ( 一 ) 所 有 学 术 型 专 业 学 制 均 为 三 年 ( 二 ) 专 业 学 位 除 工 程 硕 士 ( 电 子 与 通
01 马 克 思 主 义 哲 学 与 当 代 社 会 研 究 02 思 维 哲 学 研 究 03 国 外 马 克 思 主 义 哲 学 研 究 04 政 治 哲 学 研 究 广 西 师 范 大 学 2016 全 日 制 硕 士 研 究 生 招 生 专 业 目 录 注 : ( 一 ) 所 有 学 术 型 专 业 学 制 均 为 三 年 ( 二 ) 专 业 学 位 除 工 程 硕 士 ( 电 子 与 通
Microsoft Word - 四川大学档案管理与校史工作简报2015年第1期(总33期_.doc
 2015 年 第 1 期 ( 总 第 33 期 ) 目 录 教 育 部 副 部 长 刘 利 民 一 行 视 察 四 川 大 学 校 史 展 览 馆 四 川 大 学 党 委 书 记 杨 泉 明 教 授 检 查 干 部 人 事 档 案 审 核 工 作 四 川 大 学 大 学 精 神 与 大 学 文 化 教 育 社 科 普 及 基 地 开 展 向 著 名 校 友 红 军 将 领 刘 伯 坚 烈 士 家 乡
2015 年 第 1 期 ( 总 第 33 期 ) 目 录 教 育 部 副 部 长 刘 利 民 一 行 视 察 四 川 大 学 校 史 展 览 馆 四 川 大 学 党 委 书 记 杨 泉 明 教 授 检 查 干 部 人 事 档 案 审 核 工 作 四 川 大 学 大 学 精 神 与 大 学 文 化 教 育 社 科 普 及 基 地 开 展 向 著 名 校 友 红 军 将 领 刘 伯 坚 烈 士 家 乡
7 名 称 一 对 采 掘 工 程 类 违 法 为 的 对 独 眼 井 开 采 的 违 法 为 的 煤 矿 机 构 力 清 单 依 据 使 主 体 备 注 法 规 1. 煤 矿 条 例 第 二 十 五 条 煤 矿 机 构 发 现 煤 矿 进 独 眼 井 开 采 的, 应 当 责 令 关 闭 2. 国
 1 名 称 一 对 采 掘 工 程 类 违 法 为 的 对 擅 自 开 采 保 安 煤 柱 或 采 用 危 及 相 邻 煤 矿 生 产 安 全 危 险 方 法 进 采 矿 作 业 的 违 法 为 的 煤 矿 机 构 力 清 单 依 据 使 主 体 备 注 法 规 煤 矿 条 例 第 四 十 三 条 擅 自 开 采 保 安 煤 柱, 或 者 采 用 危 及 相 邻 煤 矿 生 产 安 全 的 决 水
1 名 称 一 对 采 掘 工 程 类 违 法 为 的 对 擅 自 开 采 保 安 煤 柱 或 采 用 危 及 相 邻 煤 矿 生 产 安 全 危 险 方 法 进 采 矿 作 业 的 违 法 为 的 煤 矿 机 构 力 清 单 依 据 使 主 体 备 注 法 规 煤 矿 条 例 第 四 十 三 条 擅 自 开 采 保 安 煤 柱, 或 者 采 用 危 及 相 邻 煤 矿 生 产 安 全 的 决 水
<4D F736F F D20D1EFD6DDB4F3D1A C4EACBB6CABFD1D0BEBFC9FAD5D0C9FAD1A7BFC6A1A2C1ECD3F2D6F7D2AAB2CEBFBCCAE9C4BF2E646F63>
 五 扬 州 大 学 2013 年 硕 士 研 究 生 招 生 学 科 专 业 类 别 及 领 域 主 要 参 考 书 目 ( 一 ) 学 术 型 硕 士 研 究 生 001 社 会 发 展 学 院 010101 马 克 思 主 义 哲 学 : 马 克 思 主 义 哲 学 原 理 ( 上 下 ) 肖 前 等 主 编, 中 国 人 民 大 学 出 版 社 ; 当 代 中 国 马 克 思 主 义 哲 学
五 扬 州 大 学 2013 年 硕 士 研 究 生 招 生 学 科 专 业 类 别 及 领 域 主 要 参 考 书 目 ( 一 ) 学 术 型 硕 士 研 究 生 001 社 会 发 展 学 院 010101 马 克 思 主 义 哲 学 : 马 克 思 主 义 哲 学 原 理 ( 上 下 ) 肖 前 等 主 编, 中 国 人 民 大 学 出 版 社 ; 当 代 中 国 马 克 思 主 义 哲 学
第 一 编 总 则 第 一 条 为 保 障 煤 矿 安 全 生 产 和 职 工 人 身 安 全, 防 止 煤 矿 事 故, 根 据 煤 炭 法 矿 山 安 全 法 和 煤 矿 安 全 监 察 条 例, 制 定 本 规 程 第 二 条 在 中 华 人 民 共 和 国 领 域 从 事 煤 炭 生 产 和
 煤 矿 安 全 规 程 国 家 安 全 生 产 监 督 管 理 局 国 家 煤 矿 安 全 监 察 局 第 一 编 总 则 第 一 条 为 保 障 煤 矿 安 全 生 产 和 职 工 人 身 安 全, 防 止 煤 矿 事 故, 根 据 煤 炭 法 矿 山 安 全 法 和 煤 矿 安 全 监 察 条 例, 制 定 本 规 程 第 二 条 在 中 华 人 民 共 和 国 领 域 从 事 煤 炭 生 产
煤 矿 安 全 规 程 国 家 安 全 生 产 监 督 管 理 局 国 家 煤 矿 安 全 监 察 局 第 一 编 总 则 第 一 条 为 保 障 煤 矿 安 全 生 产 和 职 工 人 身 安 全, 防 止 煤 矿 事 故, 根 据 煤 炭 法 矿 山 安 全 法 和 煤 矿 安 全 监 察 条 例, 制 定 本 规 程 第 二 条 在 中 华 人 民 共 和 国 领 域 从 事 煤 炭 生 产
第一章.FIT)
") 第 一 章 美 丽 触 手 可 及 一 些 天 生 好 动 的 懒 人 袁 根 本 静 不 下 心 去 美 容 院 做 护 理 袁 通 常 总 是 用 一 些 最 野 懒 冶 的 方 法 来 保 养 自 己 遥 比 如 下 飞 机 以 后 感 觉 头 发 很 乱 袁 就 用 手 当 梳 子 随 手 梳 两 下 曰 脸 上 很 干 袁 就 往 脸 上 涂 些 酸 奶 尧 牛 奶 或 者 蜂 蜜 噎 噎
第 一 章 美 丽 触 手 可 及 一 些 天 生 好 动 的 懒 人 袁 根 本 静 不 下 心 去 美 容 院 做 护 理 袁 通 常 总 是 用 一 些 最 野 懒 冶 的 方 法 来 保 养 自 己 遥 比 如 下 飞 机 以 后 感 觉 头 发 很 乱 袁 就 用 手 当 梳 子 随 手 梳 两 下 曰 脸 上 很 干 袁 就 往 脸 上 涂 些 酸 奶 尧 牛 奶 或 者 蜂 蜜 噎 噎
大 綱 最 有 利 標 目 的 及 類 型 最 有 利 標 之 辦 理 方 式 準 用 最 有 利 標 取 最 有 利 標 精 神 最 有 利 標 之 類 型 及 其 相 關 規 定 適 用 最 有 利 標 準 用 最 有 利 標 及 取 最 有 利 標 精 神 作 業 程 序 及 實 務 分 析
 最 有 利 標 作 業 程 序 實 務 分 析 交 通 部 採 購 稽 核 小 組 陳 秘 書 牧 民 日 期 :101 年 05 月 21 日 大 綱 最 有 利 標 目 的 及 類 型 最 有 利 標 之 辦 理 方 式 準 用 最 有 利 標 取 最 有 利 標 精 神 最 有 利 標 之 類 型 及 其 相 關 規 定 適 用 最 有 利 標 準 用 最 有 利 標 及 取 最 有 利 標
最 有 利 標 作 業 程 序 實 務 分 析 交 通 部 採 購 稽 核 小 組 陳 秘 書 牧 民 日 期 :101 年 05 月 21 日 大 綱 最 有 利 標 目 的 及 類 型 最 有 利 標 之 辦 理 方 式 準 用 最 有 利 標 取 最 有 利 標 精 神 最 有 利 標 之 類 型 及 其 相 關 規 定 適 用 最 有 利 標 準 用 最 有 利 標 及 取 最 有 利 標
 附件 : 进口汽车及零部件最惠国税率调整表 序号税则号列商品名称 1 87021091 2 87021092 3 87021093 4 87022091 5 87022092 6 87022093 7 87023010 8 87023020 9 87023030 仅装有压燃式活塞内燃发动机 ( 柴油或半柴油发动机 ), 座 30 的客车 仅装有压燃式活塞内燃发动机 ( 柴油或半柴油发动机 ),20
附件 : 进口汽车及零部件最惠国税率调整表 序号税则号列商品名称 1 87021091 2 87021092 3 87021093 4 87022091 5 87022092 6 87022093 7 87023010 8 87023020 9 87023030 仅装有压燃式活塞内燃发动机 ( 柴油或半柴油发动机 ), 座 30 的客车 仅装有压燃式活塞内燃发动机 ( 柴油或半柴油发动机 ),20
 天津大学硕士学位论文网络数控切管系统关键技术研究姓名 : 谢新房申请学位级别 : 硕士专业 : 机械电子工程指导教师 : 王国栋 20070101 网络数控切管系统关键技术研究 作者 : 谢新房 学位授予单位 : 天津大学 本文读者也读过 (10 条 ) 1. 王颖博导管架节点计算机绘图数学模型及程序设计
天津大学硕士学位论文网络数控切管系统关键技术研究姓名 : 谢新房申请学位级别 : 硕士专业 : 机械电子工程指导教师 : 王国栋 20070101 网络数控切管系统关键技术研究 作者 : 谢新房 学位授予单位 : 天津大学 本文读者也读过 (10 条 ) 1. 王颖博导管架节点计算机绘图数学模型及程序设计
电子-12页
 创建信息市场 实现智能城市价值挖掘 伸手触摸未来 中国车联网 发展现状与前瞻 序言 2 车联网掀开未来汽车新篇章 2013 2000 7% 2014 17.5 2016 2019 56 12,221 73.4% 76.8% 67.2% 48.3% 201 WeChat 39% 4.68 中国驾车者更加推崇个性化的联网服务 1 2 1. 2014 17.5 2014 1 21 2. 2014 06 04
创建信息市场 实现智能城市价值挖掘 伸手触摸未来 中国车联网 发展现状与前瞻 序言 2 车联网掀开未来汽车新篇章 2013 2000 7% 2014 17.5 2016 2019 56 12,221 73.4% 76.8% 67.2% 48.3% 201 WeChat 39% 4.68 中国驾车者更加推崇个性化的联网服务 1 2 1. 2014 17.5 2014 1 21 2. 2014 06 04
RS Pro 以实惠的价格 提供您所需的品质与性能 细节决定成败 正确的选择可以提高整个组织的效率和生产力 每个决策 每个环节都很重要 因此 RS Pro 为您提供了约 40,000 种产品供您选择 这些产品均经过产品质量测试 专为严苛的制造和工业环境而设计 并在不断推陈出新 RS Pro 深知每个
 china.rs-online.com Every part matters china.rs-online.com/rspro RS Pro 以实惠的价格 提供您所需的品质与性能 细节决定成败 正确的选择可以提高整个组织的效率和生产力 每个决策 每个环节都很重要 因此 RS Pro 为您提供了约 40,000 种产品供您选择 这些产品均经过产品质量测试 专为严苛的制造和工业环境而设计 并在不断推陈出新
china.rs-online.com Every part matters china.rs-online.com/rspro RS Pro 以实惠的价格 提供您所需的品质与性能 细节决定成败 正确的选择可以提高整个组织的效率和生产力 每个决策 每个环节都很重要 因此 RS Pro 为您提供了约 40,000 种产品供您选择 这些产品均经过产品质量测试 专为严苛的制造和工业环境而设计 并在不断推陈出新

刻 将 安 全 生 产 这 根 弦 绷 得 紧 而 又 紧, 严 守 安 全 红 线, 以 最 严 的 要 求 最 实 的 措 施 最 高 的 标 准 狠 抓 安 全 生 产 各 镇 街 部 门 和 单 位 也 都 认 真 按 照 全 县 统 一 部 署, 凝 心 聚 力 攻 坚 克 难, 全 力
 2015 年 工 作 总 结 及 2016 年 工 作 计 划 莒 南 县 安 全 生 产 监 督 管 理 局 今 年 以 来, 全 县 安 全 生 产 工 作 在 县 委 县 政 府 高 度 重 视 和 正 确 领 导 下, 坚 持 以 党 的 十 八 届 三 中 四 中 五 中 全 会 精 神 为 指 引, 认 真 贯 彻 落 实 国 家 省 市 县 关 于 安 全 生 产 工 作 的 一 系
2015 年 工 作 总 结 及 2016 年 工 作 计 划 莒 南 县 安 全 生 产 监 督 管 理 局 今 年 以 来, 全 县 安 全 生 产 工 作 在 县 委 县 政 府 高 度 重 视 和 正 确 领 导 下, 坚 持 以 党 的 十 八 届 三 中 四 中 五 中 全 会 精 神 为 指 引, 认 真 贯 彻 落 实 国 家 省 市 县 关 于 安 全 生 产 工 作 的 一 系
新疆工程学院2013届毕业生就业质量年度报告
 2015 届 毕 业 生 就 业 质 量 报 告 二 〇 一 五 年 十 二 月 二 十 五 日 就 业 是 民 生 之 本, 做 好 就 业 工 作 是 高 校 的 社 会 责 任 毕 业 生 就 业 质 量 是 学 校 教 育 教 学 和 人 才 培 养 质 量 的 重 要 反 映, 也 是 社 会 了 解 学 校 的 一 个 重 要 窗 口 新 疆 工 程 学 院 历 来 高 度 重 视 毕
2015 届 毕 业 生 就 业 质 量 报 告 二 〇 一 五 年 十 二 月 二 十 五 日 就 业 是 民 生 之 本, 做 好 就 业 工 作 是 高 校 的 社 会 责 任 毕 业 生 就 业 质 量 是 学 校 教 育 教 学 和 人 才 培 养 质 量 的 重 要 反 映, 也 是 社 会 了 解 学 校 的 一 个 重 要 窗 口 新 疆 工 程 学 院 历 来 高 度 重 视 毕
单 一 的 培 养 模 式 统 一 的 课 程 资 源 僵 化 的 考 试 评 价, 使 我 国 的 教 育 能 更 贴 近 学 生 的 个 性 需 求, 满 足 未 来 社 会 对 人 才 培 养 的 需 求 供 给 侧 改 革 是 习 近 平 总 书 记 在 2015 年 11 月 10 日 中
 2016 中 国 教 育 改 革 发 展 热 点 前 瞻 周 洪 宇 全 国 人 大 代 表, 长 江 教 育 研 究 院 院 长, 华 中 师 范 大 学 教 授 2016 年 中 国 教 育 改 革 发 展 的 路 径 重 点 和 目 标 是 什 么? 在 两 会 召 开 之 际, 长 江 教 育 研 究 院 对 正 在 进 行 的 本 年 度 教 育 热 点 问 题 进 行 前 瞻 性 分 析
2016 中 国 教 育 改 革 发 展 热 点 前 瞻 周 洪 宇 全 国 人 大 代 表, 长 江 教 育 研 究 院 院 长, 华 中 师 范 大 学 教 授 2016 年 中 国 教 育 改 革 发 展 的 路 径 重 点 和 目 标 是 什 么? 在 两 会 召 开 之 际, 长 江 教 育 研 究 院 对 正 在 进 行 的 本 年 度 教 育 热 点 问 题 进 行 前 瞻 性 分 析
真题本(课堂讲解).doc
.doc") 申 论 内 部 辅 导 资 料 1 申 论 真 题 题 本 主 讲 教 师 : 钟 君 博 士 1 目 录 2011 年 中 央 国 家 机 关 公 务 员 录 用 考 试 申 论 试 卷 ( 副 省 级 )... 1 2011 年 中 央 国 家 机 关 公 务 员 录 用 考 试 申 论 试 卷 ( 地 市 )... 6 2010 年 中 央 国 家 机 关 公 务 员 录 用 考 试 申 论
申 论 内 部 辅 导 资 料 1 申 论 真 题 题 本 主 讲 教 师 : 钟 君 博 士 1 目 录 2011 年 中 央 国 家 机 关 公 务 员 录 用 考 试 申 论 试 卷 ( 副 省 级 )... 1 2011 年 中 央 国 家 机 关 公 务 员 录 用 考 试 申 论 试 卷 ( 地 市 )... 6 2010 年 中 央 国 家 机 关 公 务 员 录 用 考 试 申 论
PowerPoint Presentation
 中 国 白 酒 消 费 趋 势 新 食 品 邓 波 2011 预 告 第 一 部 分 : 一 些 对 白 酒 的 基 本 认 识 第 二 部 分 : 白 酒 消 费 整 体 趋 势 宏 观 因 素 决 定 消 费 大 格 局 酒 文 化 决 定 品 牌 输 赢 最 近 5-10 年 的 八 大 趋 势 第 三 部 分 : 白 酒 消 费 趋 势 详 解 高 端 中 高 端 中 低 端 低 端 一 些
中 国 白 酒 消 费 趋 势 新 食 品 邓 波 2011 预 告 第 一 部 分 : 一 些 对 白 酒 的 基 本 认 识 第 二 部 分 : 白 酒 消 费 整 体 趋 势 宏 观 因 素 决 定 消 费 大 格 局 酒 文 化 决 定 品 牌 输 赢 最 近 5-10 年 的 八 大 趋 势 第 三 部 分 : 白 酒 消 费 趋 势 详 解 高 端 中 高 端 中 低 端 低 端 一 些
C. 砂 层 和 砾 石 层 D. 树 皮 覆 盖 层 和 砾 石 层 3. 雨 水 花 园 的 核 心 功 能 是 A. 提 供 园 林 观 赏 景 观 B. 保 护 生 物 的 多 样 性 C. 控 制 雨 洪 和 利 用 雨 水 D. 调 节 局 地 小 气 候 甘 肃 国 际 机 场 ( 图
 绝 密 启 封 并 使 用 完 毕 前 2015 年 普 通 高 等 学 校 招 生 全 国 统 一 考 试 文 科 综 合 能 力 测 试 本 试 卷 共 16 页,48 题 ( 含 选 考 题 ) 全 卷 满 分 300 分 考 试 用 时 150 分 钟 注 意 事 项 : 祝 考 试 顺 利 1. 答 题 前, 现 将 自 己 的 姓 名 准 考 证 号 填 写 在 试 题 卷 和 答 题
绝 密 启 封 并 使 用 完 毕 前 2015 年 普 通 高 等 学 校 招 生 全 国 统 一 考 试 文 科 综 合 能 力 测 试 本 试 卷 共 16 页,48 题 ( 含 选 考 题 ) 全 卷 满 分 300 分 考 试 用 时 150 分 钟 注 意 事 项 : 祝 考 试 顺 利 1. 答 题 前, 现 将 自 己 的 姓 名 准 考 证 号 填 写 在 试 题 卷 和 答 题
封.FIT)
") 卷 首 语 全 国 组 织 部 长 会 议 提 出, 组 织 部 门 要 积 极 适 应 新 常 态, 践 行 三 严 三 实 要 求, 增 强 专 业 化 能 力, 不 断 提 高 工 作 水 平 面 对 全 面 从 严 治 党 新 常 态, 组 工 干 部 该 如 何 主 动 认 识 积 极 适 应 呢? 最 关 键 的 是 深 刻 领 会 习 近 平 总 书 记 强 调 的 心 正 心 灵,
卷 首 语 全 国 组 织 部 长 会 议 提 出, 组 织 部 门 要 积 极 适 应 新 常 态, 践 行 三 严 三 实 要 求, 增 强 专 业 化 能 力, 不 断 提 高 工 作 水 平 面 对 全 面 从 严 治 党 新 常 态, 组 工 干 部 该 如 何 主 动 认 识 积 极 适 应 呢? 最 关 键 的 是 深 刻 领 会 习 近 平 总 书 记 强 调 的 心 正 心 灵,
红 寺 堡 区 2348 措 施 全 力 营 造 人 才 发 展 小 环 境 西 吉 县 着 力 推 进 五 类 人 才 队 伍 建 设
 内 部 资 料 注 意 保 存 宁 夏 人 才 工 作 1 ( 总 第 81 期 ) 自 治 区 人 才 工 作 领 导 小 组 办 公 室 自 治 区 党 委 组 织 部 人 才 工 作 处 2012 年 1 月 11 日 目 录 [ 重 要 言 论 ] 科 学 人 才 观 的 内 涵 加 快 实 现 人 口 红 利 向 人 才 红 利 转 变 [ 调 查 研 究 ] 对 欠 发 达 地 区 人
内 部 资 料 注 意 保 存 宁 夏 人 才 工 作 1 ( 总 第 81 期 ) 自 治 区 人 才 工 作 领 导 小 组 办 公 室 自 治 区 党 委 组 织 部 人 才 工 作 处 2012 年 1 月 11 日 目 录 [ 重 要 言 论 ] 科 学 人 才 观 的 内 涵 加 快 实 现 人 口 红 利 向 人 才 红 利 转 变 [ 调 查 研 究 ] 对 欠 发 达 地 区 人
标题
 腾 飞 之 路 无 锡 市 实 施 富 民 工 程 的 调 查 与 思 考 吴 林 海 范 必 正 近 几 年 来 无 锡 城 乡 居 民 的 收 入 有 了 较 大 幅 度 的 增 加, 总 体 收 入 水 平 在 省 内 位 居 前 列 但 作 为 江 苏 经 济 最 发 达 的 城 市 之 一, 与 经 济 发 展 的 程 度 相 比, 与 周 边 领 先 的 城 市 相 比, 与 人 民 群
腾 飞 之 路 无 锡 市 实 施 富 民 工 程 的 调 查 与 思 考 吴 林 海 范 必 正 近 几 年 来 无 锡 城 乡 居 民 的 收 入 有 了 较 大 幅 度 的 增 加, 总 体 收 入 水 平 在 省 内 位 居 前 列 但 作 为 江 苏 经 济 最 发 达 的 城 市 之 一, 与 经 济 发 展 的 程 度 相 比, 与 周 边 领 先 的 城 市 相 比, 与 人 民 群
按 药 剂 科 占 卫 生 技 术 人 员 8% 计 算, 药 学 人 才 约 需 3.5 万 人, 平 均 5 个 医 师 配 一 位 药 学 人 员 2 药 师 是 急 需 紧 缺 人 才 : 加 强 医 药 卫 生 人 才 队 伍 建 设 : 围 绕 卫 生 人 才 的 培 养 使 用 与 管
 药 学 专 业 人 才 需 求 调 研 报 告 一 人 才 需 求 ( 一 ) 广 东 医 药 行 业 和 卫 生 事 业 背 景 1. 医 药 行 业 现 状 与 发 展 据 广 东 省 医 药 行 业 协 会 提 供 的 统 计 数 据, 2010 年 全 省 医 药 产 业 总 产 值 约 1150 亿, 同 比 增 长 25%, 居 全 国 第 三 位,2011 年 医 药 产 业 总 产
药 学 专 业 人 才 需 求 调 研 报 告 一 人 才 需 求 ( 一 ) 广 东 医 药 行 业 和 卫 生 事 业 背 景 1. 医 药 行 业 现 状 与 发 展 据 广 东 省 医 药 行 业 协 会 提 供 的 统 计 数 据, 2010 年 全 省 医 药 产 业 总 产 值 约 1150 亿, 同 比 增 长 25%, 居 全 国 第 三 位,2011 年 医 药 产 业 总 产
Microsoft Word - 2004.doc
 政府信息公开目录 39 2 政 府 信 息 公 开 目 录 目 录 1 国 务 院 组 织 机 构... 3 2 综 合 政 务... 4 3 国 民 经 济 管 理 国 有 资 产 监 管... 6 4 财 政 金 融 审 计... 9 5 国 土 资 源 能 源... 12 6 农 业 林 业 水 利... 14 7 工 业 交 通... 16 8 商 贸 海 关 旅 游... 17 9 市 场
政府信息公开目录 39 2 政 府 信 息 公 开 目 录 目 录 1 国 务 院 组 织 机 构... 3 2 综 合 政 务... 4 3 国 民 经 济 管 理 国 有 资 产 监 管... 6 4 财 政 金 融 审 计... 9 5 国 土 资 源 能 源... 12 6 农 业 林 业 水 利... 14 7 工 业 交 通... 16 8 商 贸 海 关 旅 游... 17 9 市 场
Untitiled
 攀 枝 花 市 西 区 党 的 群 众 路 线 教 育 实 践 活 动 学 习 资 料 汇 编 攀 枝 花 市 西 区 区 委 党 的 群 众 路 线 教 育 活 动 领 导 小 组 办 公 室 二 一 四 年 三 月 目 录 一 必 修 篇 目 中 国 共 产 党 章 程 1 中 国 共 产 党 十 八 大 报 告 内 容 解 读 22 中 国 共 产 党 十 八 届 三 中 全 会 主 要 内
攀 枝 花 市 西 区 党 的 群 众 路 线 教 育 实 践 活 动 学 习 资 料 汇 编 攀 枝 花 市 西 区 区 委 党 的 群 众 路 线 教 育 活 动 领 导 小 组 办 公 室 二 一 四 年 三 月 目 录 一 必 修 篇 目 中 国 共 产 党 章 程 1 中 国 共 产 党 十 八 大 报 告 内 容 解 读 22 中 国 共 产 党 十 八 届 三 中 全 会 主 要 内
标题
 重 庆 市 参 与 一 带 一 路 建 设 的 规 划 与 实 施 12 重 庆 市 参 与 一 带 一 路 建 设 的 规 划 与 实 施 张 超 林 周 杜 辉 摘 要 : 本 文 从 区 位 优 势 与 功 能 定 位 城 市 竞 争 力 与 产 业 发 展 西 部 中 心 枢 纽 建 设 对 外 开 放 水 平 四 个 方 面, 阐 述 了 国 家 一 带 一 路 战 略 对 重 庆 发 展
重 庆 市 参 与 一 带 一 路 建 设 的 规 划 与 实 施 12 重 庆 市 参 与 一 带 一 路 建 设 的 规 划 与 实 施 张 超 林 周 杜 辉 摘 要 : 本 文 从 区 位 优 势 与 功 能 定 位 城 市 竞 争 力 与 产 业 发 展 西 部 中 心 枢 纽 建 设 对 外 开 放 水 平 四 个 方 面, 阐 述 了 国 家 一 带 一 路 战 略 对 重 庆 发 展
标题
 江 西 省 商 务 厅 文 件 赣 商 务 服 务 业 字 2015 241 号 江 西 省 商 务 厅 关 于 印 发 江 西 省 集 群 发 展 规 划 (2015-2020 年 ) 的 通 知 各 市 县 ( 区 ) 人 民 政 府, 省 现 代 物 流 工 作 联 席 会 议 成 员 单 位 : 为 深 入 贯 彻 落 实 省 委 省 政 府 加 快 产 业 集 聚, 形 成 产 业 集 群
江 西 省 商 务 厅 文 件 赣 商 务 服 务 业 字 2015 241 号 江 西 省 商 务 厅 关 于 印 发 江 西 省 集 群 发 展 规 划 (2015-2020 年 ) 的 通 知 各 市 县 ( 区 ) 人 民 政 府, 省 现 代 物 流 工 作 联 席 会 议 成 员 单 位 : 为 深 入 贯 彻 落 实 省 委 省 政 府 加 快 产 业 集 聚, 形 成 产 业 集 群
成都市教育局关于成都市树德中学扩建
 成 都 市 教 育 局 文 件 成 教 2008 16 号 签 发 人 : 周 光 荣 成 都 市 教 育 局 关 于 印 发 成 都 市 统 筹 城 乡 综 合 配 套 改 革 教 育 专 项 工 作 方 案 的 通 知 各 区 ( 市 ) 县 教 育 局 高 新 区 社 会 事 业 局 各 直 属 学 校 : 现 将 成 都 市 统 筹 城 乡 综 合 配 套 改 革 教 育 专 项 工 作 方
成 都 市 教 育 局 文 件 成 教 2008 16 号 签 发 人 : 周 光 荣 成 都 市 教 育 局 关 于 印 发 成 都 市 统 筹 城 乡 综 合 配 套 改 革 教 育 专 项 工 作 方 案 的 通 知 各 区 ( 市 ) 县 教 育 局 高 新 区 社 会 事 业 局 各 直 属 学 校 : 现 将 成 都 市 统 筹 城 乡 综 合 配 套 改 革 教 育 专 项 工 作 方
Microsoft Word - Document3
 中 国 公 共 服 务 的 现 状 问 题 与 展 望 陈 光 西 南 交 通 大 学 公 共 管 理 学 院 政 府 存 在 的 基 本 要 义 就 是 为 其 民 众 提 供 基 本 的 公 共 服 务, 建 立 完 善 的 公 共 服 务 提 供 体 系 也 是 市 场 经 济 建 设 的 本 质 要 求, 同 时 也 是 建 设 服 务 型 政 府 的 基 本 职 责 中 国 公 共 管 理
中 国 公 共 服 务 的 现 状 问 题 与 展 望 陈 光 西 南 交 通 大 学 公 共 管 理 学 院 政 府 存 在 的 基 本 要 义 就 是 为 其 民 众 提 供 基 本 的 公 共 服 务, 建 立 完 善 的 公 共 服 务 提 供 体 系 也 是 市 场 经 济 建 设 的 本 质 要 求, 同 时 也 是 建 设 服 务 型 政 府 的 基 本 职 责 中 国 公 共 管 理
2
 政 府 公 信 力 现 状 评 价 与 对 策 探 析 方 向 新 杨 盛 海 刘 艳 文 李 海 兵 政 府 公 信 力 在 国 家 的 政 治 生 活 和 社 会 生 活 中 占 有 非 常 重 要 的 地 位, 它 的 高 低 强 弱 直 接 关 系 到 政 府 合 法 性 的 基 础, 维 系 着 政 府 的 存 在 持 续 稳 定 和 发 展 努 力 提 高 政 府 公 信 力, 增 强
政 府 公 信 力 现 状 评 价 与 对 策 探 析 方 向 新 杨 盛 海 刘 艳 文 李 海 兵 政 府 公 信 力 在 国 家 的 政 治 生 活 和 社 会 生 活 中 占 有 非 常 重 要 的 地 位, 它 的 高 低 强 弱 直 接 关 系 到 政 府 合 法 性 的 基 础, 维 系 着 政 府 的 存 在 持 续 稳 定 和 发 展 努 力 提 高 政 府 公 信 力, 增 强
江苏省16.68 山东省34.44% 山东省23.21% 其他9.51 河南省15.29 河南省12.94 江苏省1.88 江西省2.1 福建省2.17 河北省2.7 其他1.44 广东省1.25 海南省9.12 湖南省2.88 浙江省8.27 重庆市3.21 山东省 河北省 5 江苏省 江西省 河
 中国纸业供给侧改革与 十三五 趋势展望 文 郭永新 核心提示 在 十三五 开局之年召开的 216中 国国际纸浆高峰论坛 上 全球知名纸浆和造纸企 业领导和高层 以及贸易 物流 媒体等各界人士 共聚上海 热议供给侧 谋划 十三五 这是全 球浆纸产业界的一件盛事 论坛上 纸业商会独立 监事 首席专家 中国轻工业信息中心副主任郭永 新就中国浆纸产业形势 面临的问题与挑战 供给 郭永新 纸业商会独立监事 首席专家
中国纸业供给侧改革与 十三五 趋势展望 文 郭永新 核心提示 在 十三五 开局之年召开的 216中 国国际纸浆高峰论坛 上 全球知名纸浆和造纸企 业领导和高层 以及贸易 物流 媒体等各界人士 共聚上海 热议供给侧 谋划 十三五 这是全 球浆纸产业界的一件盛事 论坛上 纸业商会独立 监事 首席专家 中国轻工业信息中心副主任郭永 新就中国浆纸产业形势 面临的问题与挑战 供给 郭永新 纸业商会独立监事 首席专家
A Comparison Between the Economical Development...
 长 江 三 角 洲 与 珠 江 三 角 洲 经 济 发 展 的 比 较 杨 京 英 王 强 铁 兵 杨 红 军 改 革 开 放 以 来, 长 江 三 角 洲 和 珠 江 三 角 洲 经 济 的 发 展 突 飞 猛 进, 成 为 中 国 经 济 增 长 最 快 和 最 活 跃 的 地 区 比 较 研 究 两 个 三 角 洲 的 经 济 发 展 历 程 和 经 济 规 模, 探 讨 其 经 济 发 展
长 江 三 角 洲 与 珠 江 三 角 洲 经 济 发 展 的 比 较 杨 京 英 王 强 铁 兵 杨 红 军 改 革 开 放 以 来, 长 江 三 角 洲 和 珠 江 三 角 洲 经 济 的 发 展 突 飞 猛 进, 成 为 中 国 经 济 增 长 最 快 和 最 活 跃 的 地 区 比 较 研 究 两 个 三 角 洲 的 经 济 发 展 历 程 和 经 济 规 模, 探 讨 其 经 济 发 展
标题
 创 意 城 市 蓝 皮 书 北 京 20 2014 年 北 京 文 化 消 费 指 数 研 究 报 告 金 元 浦 王 岸 柳 一 北 京 文 化 消 费 基 础 与 变 化 ( 一 ) 文 化 产 业 整 体 增 长 2014 年, 北 京 文 化 创 意 产 业 实 现 增 加 值 2826 3 亿 元, 占 全 市 GDP 的 比 重 提 高 到 13 2%, 创 历 史 新 高 截 至 2014
创 意 城 市 蓝 皮 书 北 京 20 2014 年 北 京 文 化 消 费 指 数 研 究 报 告 金 元 浦 王 岸 柳 一 北 京 文 化 消 费 基 础 与 变 化 ( 一 ) 文 化 产 业 整 体 增 长 2014 年, 北 京 文 化 创 意 产 业 实 现 增 加 值 2826 3 亿 元, 占 全 市 GDP 的 比 重 提 高 到 13 2%, 创 历 史 新 高 截 至 2014
参与式民主 301 其实 乌坎村的土地问题由来已久 早在上世纪 90 年代就有村 民因土地问题上访 乌坎热血青年团 也是因土地纠纷成立的 并 且自 2009 年起进行了十多次上访 只是问题一直没有得到解决 乌 坎虽然是个人口大村 面积也不小 但是耕地面积并不多 加上填 海造就的耕地 乌坎也只有 60
 300 中 国 基 层 民 主 发 展 报 告 2012 乌 坎 事 件 的 启 示 彭 天 宇 2011 年 中 国 发 生 多 起 有 影 响 力 的 公 共 事 件, 在 北 京 大 学 公 民 社 会 研 究 中 心 评 选 的 2011 中 国 公 民 社 会 十 大 事 件 中, 乌 坎 事 件 位 居 榜 首 一 个 村 子 发 生 的 群 体 性 事 件 之 所 以 有 如 此 的
300 中 国 基 层 民 主 发 展 报 告 2012 乌 坎 事 件 的 启 示 彭 天 宇 2011 年 中 国 发 生 多 起 有 影 响 力 的 公 共 事 件, 在 北 京 大 学 公 民 社 会 研 究 中 心 评 选 的 2011 中 国 公 民 社 会 十 大 事 件 中, 乌 坎 事 件 位 居 榜 首 一 个 村 子 发 生 的 群 体 性 事 件 之 所 以 有 如 此 的
奥 巴 马 执 政 后 的 大 国 关 系 奥 巴 马 执 政 后 的 大 国 关 系 一 美 俄 : 危 中 有 机 待 重 启 度 崛 起 的 左 膀 右 臂 9 11 事 件 发 生 后, 美 国 发 现 北 约 这 个 组 织 又 有 了 新 的 用 武 之 地 : 可 以 打 着 反 恐
 时事报告 内部稿 内部材料 注意保存 时事报告内部稿 ( 仅供形势教育和教学教研参阅, 请勿转载翻印 ) 2009 年 3 月 30 日 第 5 期 ( 总第 22 期 ) 时事报告杂志社编印 教学重点专题教师参阅资料之四 奥巴马执政后 美国外交新战略可以简单地概括为 一个中心 两场战争 三个重点 即以重振美国经济为中心 尽快从伊拉克战 争和阿富汗战争脱身 重点解决巴以问题 朝鲜核问题和伊朗核问题
时事报告 内部稿 内部材料 注意保存 时事报告内部稿 ( 仅供形势教育和教学教研参阅, 请勿转载翻印 ) 2009 年 3 月 30 日 第 5 期 ( 总第 22 期 ) 时事报告杂志社编印 教学重点专题教师参阅资料之四 奥巴马执政后 美国外交新战略可以简单地概括为 一个中心 两场战争 三个重点 即以重振美国经济为中心 尽快从伊拉克战 争和阿富汗战争脱身 重点解决巴以问题 朝鲜核问题和伊朗核问题
2016年6月22日泉鲤政文【2016】62号(关于下达2016年安全生产目标责任的通知).doc
.doc") 201662 2016 2016 1 16 3456 2016 100% 3 100% 1 1 3 3 12016 22016 2016 6 22 5 1. 2. 2015 21 3. 16 1. 2. 3. 4. 4 100% 1 5000 GDP 2 2 4 5. 201230 200 50% 1. 201353 2. 7 1. 201353 2016 100% 2. ( 201458 ) (
201662 2016 2016 1 16 3456 2016 100% 3 100% 1 1 3 3 12016 22016 2016 6 22 5 1. 2. 2015 21 3. 16 1. 2. 3. 4. 4 100% 1 5000 GDP 2 2 4 5. 201230 200 50% 1. 201353 2. 7 1. 201353 2016 100% 2. ( 201458 ) (
Microsoft Word - No_HK2015-21
 No. 2015~21 2015 8 6 ********************************************************* 先 天 下 之 忧 而 忧, 读 邓 英 淘 有 感 兼 论 跨 流 域 调 水 和 东 水 西 调 黄 河 勘 测 规 划 设 计 有 限 公 司 教 授 级 高 级 工 程 师 魏 剑 宏 邓 英 淘 从 未 谋 过 面, 有 所 耳 闻
No. 2015~21 2015 8 6 ********************************************************* 先 天 下 之 忧 而 忧, 读 邓 英 淘 有 感 兼 论 跨 流 域 调 水 和 东 水 西 调 黄 河 勘 测 规 划 设 计 有 限 公 司 教 授 级 高 级 工 程 师 魏 剑 宏 邓 英 淘 从 未 谋 过 面, 有 所 耳 闻
海 峡 西 岸 蓝 皮 书 年 企 事 业 专 业 技 术 人 员 数 仅 占 人 口 总 数 的 1. 91% 大 专 以 上 从 业 人 员 也 只 达 到 全 国 的 平 均 水 平 三 是 劳 动 力 总 量 丰 富 和 短 缺 并 存 人 力 资 源 质 量 不 高, 除 了 体 现 在
 . 9 第 9 章 9. 1 海 峡 西 岸 经 济 区 人 力 资 源 建 设 现 状 与 趋 势 十 一 五 期 间, 海 峡 西 岸 经 济 区 加 快 推 进 人 力 资 源 建 设, 取 得 了 明 显 成 效, 为 实 现 区 域 战 略, 建 设 对 外 开 放 协 调 发 展 全 面 繁 荣 的 区 域 经 济, 提 供 了 坚 强 的 支 撑 和 保 障 9. 1. 1 海 峡 西
. 9 第 9 章 9. 1 海 峡 西 岸 经 济 区 人 力 资 源 建 设 现 状 与 趋 势 十 一 五 期 间, 海 峡 西 岸 经 济 区 加 快 推 进 人 力 资 源 建 设, 取 得 了 明 显 成 效, 为 实 现 区 域 战 略, 建 设 对 外 开 放 协 调 发 展 全 面 繁 荣 的 区 域 经 济, 提 供 了 坚 强 的 支 撑 和 保 障 9. 1. 1 海 峡 西
宁波市人民代表大会常务委员会
 宁 波 市 第 十 四 届 人 民 代 表 大 会 常 务 委 员 会 第 二 十 五 次 会 议 纪 要 宁 波 市 第 十 四 届 人 民 代 表 大 会 常 务 委 员 会 第 二 十 五 次 会 议 于 2015 年 10 月 27 日 至 29 日 在 市 行 政 会 议 中 心 举 行 市 人 大 常 委 会 主 任 王 勇 副 主 任 宋 伟 苏 利 冕 分 别 主 持 三 次 全 体
宁 波 市 第 十 四 届 人 民 代 表 大 会 常 务 委 员 会 第 二 十 五 次 会 议 纪 要 宁 波 市 第 十 四 届 人 民 代 表 大 会 常 务 委 员 会 第 二 十 五 次 会 议 于 2015 年 10 月 27 日 至 29 日 在 市 行 政 会 议 中 心 举 行 市 人 大 常 委 会 主 任 王 勇 副 主 任 宋 伟 苏 利 冕 分 别 主 持 三 次 全 体
作者简介:程约汉,男,1945年生,籍贯安徽,生于昆明(系家中独子,无兄弟姊妹)
") 代 序 吴 丹 江 约 汉 兄 将 多 年 心 血 结 集 成 册 嘱 我 写 序, 我 和 他 曾 有 过 昆 明 市 委 机 关 同 事 的 渊 源, 人 生 易 老, 如 今 二 十 多 年 过 去, 时 间 地 点 环 境 发 生 了 许 多 变 化, 在 这 个 浏 览 迅 猛, 审 美 多 元, 抚 摸 和 欣 赏 纸 质 阅 读 品 日 渐 衰 退 的 时 代, 任 何 图 书 都 存
代 序 吴 丹 江 约 汉 兄 将 多 年 心 血 结 集 成 册 嘱 我 写 序, 我 和 他 曾 有 过 昆 明 市 委 机 关 同 事 的 渊 源, 人 生 易 老, 如 今 二 十 多 年 过 去, 时 间 地 点 环 境 发 生 了 许 多 变 化, 在 这 个 浏 览 迅 猛, 审 美 多 元, 抚 摸 和 欣 赏 纸 质 阅 读 品 日 渐 衰 退 的 时 代, 任 何 图 书 都 存
熟 悉 而 提 出 来 的 但 西 部 开 发 又 不 等 同 于 东 部 的 开 发, 不 仅 是 由 于 社 会 条 件 发 生 了 变 化, 国 家 经 济 体 系 日 益 完 善, 西 部 的 自 然 环 境 有 了 一 定 的 改 善, 更 重 要 的 是 西 部 开 发 是 以 一 种
 西 部 欠 发 达 地 区 人 力 资 源 开 发 的 新 战 略 提 要 如 何 开 发 新 的 人 力 资 源 进 步 我 国 西 部 地 区 的 经 济 发 展 水 平 是 人 们 普 遍 关 心 的 题 目, 本 文 从 西 部 地 区 科 技 气 力 提 升 和 公 务 员 进 进 经 济 流 通 领 域 分 析 进 手, 以 为 公 务 员 队 伍 是 欠 发 达 地 区 重 要 的 人
西 部 欠 发 达 地 区 人 力 资 源 开 发 的 新 战 略 提 要 如 何 开 发 新 的 人 力 资 源 进 步 我 国 西 部 地 区 的 经 济 发 展 水 平 是 人 们 普 遍 关 心 的 题 目, 本 文 从 西 部 地 区 科 技 气 力 提 升 和 公 务 员 进 进 经 济 流 通 领 域 分 析 进 手, 以 为 公 务 员 队 伍 是 欠 发 达 地 区 重 要 的 人
Microsoft Word - __.doc
 以 建 设 航 空 枢 纽 为 目 标 加 快 上 海 机 场 发 展 在 国 际 民 航 组 织 亚 太 航 空 运 输 市 场 开 放 研 讨 会 上 的 发 言 上 海 机 场 ( 集 团 ) 有 限 公 司 董 事 长 总 裁 吴 念 祖 女 士 们 先 生 们 : 上 午 好! 非 常 荣 幸 参 加 本 次 亚 太 地 区 航 空 运 输 市 场 开 放 研 讨 会, 并 感 谢 会 议
以 建 设 航 空 枢 纽 为 目 标 加 快 上 海 机 场 发 展 在 国 际 民 航 组 织 亚 太 航 空 运 输 市 场 开 放 研 讨 会 上 的 发 言 上 海 机 场 ( 集 团 ) 有 限 公 司 董 事 长 总 裁 吴 念 祖 女 士 们 先 生 们 : 上 午 好! 非 常 荣 幸 参 加 本 次 亚 太 地 区 航 空 运 输 市 场 开 放 研 讨 会, 并 感 谢 会 议
Microsoft Word - Document3
 理 事 会!2003 年 年 会! 阿 拉 伯 联 合 酋 长 国, 迪 拜 世 界 银 行 集 团 国 际 复 兴 开 发 银 行 国 际 金 融 公 司 国 际 开 发 协 会 国 际 投 资 争 议 解 决 中 心 多 边 投 资 担 保 机 构 J 国 际 货 币 基 金 组 织 新 闻 公 告 第 2 号 (C) 2003 年 9 月 23 24 日 世 界 银 行 集 团 总 裁 詹 姆
理 事 会!2003 年 年 会! 阿 拉 伯 联 合 酋 长 国, 迪 拜 世 界 银 行 集 团 国 际 复 兴 开 发 银 行 国 际 金 融 公 司 国 际 开 发 协 会 国 际 投 资 争 议 解 决 中 心 多 边 投 资 担 保 机 构 J 国 际 货 币 基 金 组 织 新 闻 公 告 第 2 号 (C) 2003 年 9 月 23 24 日 世 界 银 行 集 团 总 裁 詹 姆
序 言
 山 东 省 主 体 功 能 区 规 划 目 录 序 言 第 一 章 规 划 背 景 第 二 章 第 一 节 第 二 节 第 三 章 第 一 节 第 二 节 第 三 节 第 四 节 第 五 节 第 四 章 第 一 节 第 二 节 第 五 章 指 导 思 想 与 规 划 目 标 指 导 思 想 与 原 则 战 略 目 标 和 任 务 全 省 主 体 功 能 区 发 展 定 位 全 省 主 体 功 能 区
山 东 省 主 体 功 能 区 规 划 目 录 序 言 第 一 章 规 划 背 景 第 二 章 第 一 节 第 二 节 第 三 章 第 一 节 第 二 节 第 三 节 第 四 节 第 五 节 第 四 章 第 一 节 第 二 节 第 五 章 指 导 思 想 与 规 划 目 标 指 导 思 想 与 原 则 战 略 目 标 和 任 务 全 省 主 体 功 能 区 发 展 定 位 全 省 主 体 功 能 区
untitled
 1. 1978 1 GDP 1 1978 11978 2005 2006 2 1978 3 1978 1985 4 3 1985 1993 5 3 1993 7 4 1 GDP 2 GDP GDP 1978 2000 22 GDP 1993 2001 GDP 22001 GDP 10.36% 5.55 4.84-0.04 2004 GDP 16.98% 9.3 6.53 1.15 2005 2 3
1. 1978 1 GDP 1 1978 11978 2005 2006 2 1978 3 1978 1985 4 3 1985 1993 5 3 1993 7 4 1 GDP 2 GDP GDP 1978 2000 22 GDP 1993 2001 GDP 22001 GDP 10.36% 5.55 4.84-0.04 2004 GDP 16.98% 9.3 6.53 1.15 2005 2 3
(2000 ), 51,670 ( ), % %, % 669, :
, 51,670 ( ), % %, % 669, :") 2005 2 (, 110033) :,,,, : ; ; :D668 :A :1006-365X(2005) 02-0011 - 13 2000 : 4180, 670, 16. 02 %, 51,(), 669, 99 % 1990,2000 54, 182 29. 7 %, 3. 3 2000,1990 0. 4, 7. 6 ( 8. 41 %),,, (1953 ), 20,148. 3,
2005 2 (, 110033) :,,,, : ; ; :D668 :A :1006-365X(2005) 02-0011 - 13 2000 : 4180, 670, 16. 02 %, 51,(), 669, 99 % 1990,2000 54, 182 29. 7 %, 3. 3 2000,1990 0. 4, 7. 6 ( 8. 41 %),,, (1953 ), 20,148. 3,

高考资源网
 2010 年 全 国 普 通 高 等 学 校 招 生 统 一 考 试 ( 上 海 卷 ) 政 治 试 卷 1 考 试 时 间 120 分 钟, 试 卷 满 分 150 分 2 本 考 试 设 试 卷 和 答 题 纸 两 部 分 试 卷 包 括 试 题 与 答 题 要 求 所 有 答 题 必 须 涂 ( 选 择 题 或 写 ( 非 选 择 题 ) 在 答 题 纸 上 做 在 试 卷 上 一 律 不 得
2010 年 全 国 普 通 高 等 学 校 招 生 统 一 考 试 ( 上 海 卷 ) 政 治 试 卷 1 考 试 时 间 120 分 钟, 试 卷 满 分 150 分 2 本 考 试 设 试 卷 和 答 题 纸 两 部 分 试 卷 包 括 试 题 与 答 题 要 求 所 有 答 题 必 须 涂 ( 选 择 题 或 写 ( 非 选 择 题 ) 在 答 题 纸 上 做 在 试 卷 上 一 律 不 得
标题
 福 州 统 计 手 册 2015 福 州 市 统 计 局 国 家 统 计 局 福 州 调 查 队 二 〇 一 五 年 五 月 编 辑 说 明 一 福 州 统 计 手 册 2015 是 反 映 2014 年 福 州 市 国 民 经 济 与 社 会 发 展 情 况 的 有 关 信 息 和 数 据 的 综 合 简 明 统 计 资 料 本 书 所 使 用 的 2014 年 度 统 计 数 据 为 快 报 数,
福 州 统 计 手 册 2015 福 州 市 统 计 局 国 家 统 计 局 福 州 调 查 队 二 〇 一 五 年 五 月 编 辑 说 明 一 福 州 统 计 手 册 2015 是 反 映 2014 年 福 州 市 国 民 经 济 与 社 会 发 展 情 况 的 有 关 信 息 和 数 据 的 综 合 简 明 统 计 资 料 本 书 所 使 用 的 2014 年 度 统 计 数 据 为 快 报 数,
2011年党风廉政信息(第二十三辑)
") 2015 年 党 风 廉 政 信 息 ( 第 三 十 七 辑 ) 信 息 一 : 中 央 纪 委 印 发 通 知 认 真 学 习 贯 彻 中 国 共 产 党 廉 洁 自 律 准 则 和 中 国 共 产 党 纪 律 处 分 条 例 信 息 二 : 十 大 关 键 词 解 读 五 中 全 会 公 报 : 深 入 推 进 反 腐 斗 争 信 息 三 : 建 设 忠 诚 干 净 担 当 的 纪 检 干 部
2015 年 党 风 廉 政 信 息 ( 第 三 十 七 辑 ) 信 息 一 : 中 央 纪 委 印 发 通 知 认 真 学 习 贯 彻 中 国 共 产 党 廉 洁 自 律 准 则 和 中 国 共 产 党 纪 律 处 分 条 例 信 息 二 : 十 大 关 键 词 解 读 五 中 全 会 公 报 : 深 入 推 进 反 腐 斗 争 信 息 三 : 建 设 忠 诚 干 净 担 当 的 纪 检 干 部
2007年中央、国家机关公务员录用考试
 2007 年 中 央 国 家 机 关 公 务 员 录 用 考 试 申 论 试 卷 ( 满 分 100 分 时 限 150 分 钟 ) 题 号 1 2 3 4 5 总 分 核 分 人 得 分 一 注 意 事 项 1. 本 试 卷 由 给 定 资 料 与 作 答 要 求 两 部 分 构 成 考 试 时 限 为 150 分 钟 其 中, 阅 读 给 定 资 料 参 考 时 限 为 40 分 钟, 作 答
2007 年 中 央 国 家 机 关 公 务 员 录 用 考 试 申 论 试 卷 ( 满 分 100 分 时 限 150 分 钟 ) 题 号 1 2 3 4 5 总 分 核 分 人 得 分 一 注 意 事 项 1. 本 试 卷 由 给 定 资 料 与 作 答 要 求 两 部 分 构 成 考 试 时 限 为 150 分 钟 其 中, 阅 读 给 定 资 料 参 考 时 限 为 40 分 钟, 作 答
文选2015第33期
 深 刻 理 解 四 个 全 面 的 重 要 意 义 黄 坤 明 党 的 十 八 大 以 来, 以 习 近 平 同 志 为 总 书 记 的 党 中 央, 紧 紧 围 绕 坚 持 和 发 展 中 国 特 色 社 会 主 义 这 个 主 题, 带 领 全 党 全 国 各 族 人 民 励 精 图 治 攻 坚 克 难, 改 革 发 展 各 项 事 业 取 得 重 大 成 就 开 创 崭 新 局 面, 得 到
深 刻 理 解 四 个 全 面 的 重 要 意 义 黄 坤 明 党 的 十 八 大 以 来, 以 习 近 平 同 志 为 总 书 记 的 党 中 央, 紧 紧 围 绕 坚 持 和 发 展 中 国 特 色 社 会 主 义 这 个 主 题, 带 领 全 党 全 国 各 族 人 民 励 精 图 治 攻 坚 克 难, 改 革 发 展 各 项 事 业 取 得 重 大 成 就 开 创 崭 新 局 面, 得 到
了明代中国处于当时世界经济体系中心的观点 属或实物作为发钞准备 宝钞在流通中投放多而 可惜在他的宏大体系中 并无对明代白银货币化 回笼少 初行钞法时 明朝也未规定旧币更新办 的具体研究 万明从历史学角度对明代白银 货币化进行了初步考察 法 直到洪武九年七月 实际上已经出现了旧钞 迄今为止 学术界尚
 第 卷 第 期 年 月 南京审计学院学报 J u fn j Au d U V N Ap 宝钞崩坏 白银需求与海外白银流入 对明代白银货币化的考察 陈 昆 南京审计学院 金融学院 江苏 南京 共同促进了白 摘 要 明代民间白银货币的大量应用与大明宝钞的逐渐崩坏是相互伴随的 银货币化的进程 从民间开始的自下而上的白银货币化趋势冲击着明代的货币制度 最终明政 府不得不以法令的形式认可了白银的货币地位 明代中国产银数量远远不足以满足政府和民间
第 卷 第 期 年 月 南京审计学院学报 J u fn j Au d U V N Ap 宝钞崩坏 白银需求与海外白银流入 对明代白银货币化的考察 陈 昆 南京审计学院 金融学院 江苏 南京 共同促进了白 摘 要 明代民间白银货币的大量应用与大明宝钞的逐渐崩坏是相互伴随的 银货币化的进程 从民间开始的自下而上的白银货币化趋势冲击着明代的货币制度 最终明政 府不得不以法令的形式认可了白银的货币地位 明代中国产银数量远远不足以满足政府和民间
一 高 投 资 背 后 的 政 治 理 性 二 财 政 极 大 化 三 隐 蔽 的 计 算 四 褪 色 的 市 场 第 八 章 官 僚 之 门 一 谁 支 付 信 用? 二 新 经 济 : 官 僚 所 有 制 三 老 鼠 仓 四 官 僚 抽 水 机 第 九 章 迷 途 全 球 化 一 野 蛮 的 力
 中 国 : 奇 迹 的 黄 昏 封 面 题 记 主 说, 引 到 永 生, 那 门 是 窄 的, 路 是 小 的, 找 着 的 人 很 少 目 录 第 一 章 飞 向 应 许 之 地 一 改 革 : 阳 光 灿 烂 二 蹒 跚 之 旅 三 后 改 革 时 代 第 二 章 改 革 死 了 第 三 章 新 阶 级, 旧 景 观 一 农 民, 被 隔 离 的 底 层 二 悬 空 的 阶 级 : 塔 吊 上
中 国 : 奇 迹 的 黄 昏 封 面 题 记 主 说, 引 到 永 生, 那 门 是 窄 的, 路 是 小 的, 找 着 的 人 很 少 目 录 第 一 章 飞 向 应 许 之 地 一 改 革 : 阳 光 灿 烂 二 蹒 跚 之 旅 三 后 改 革 时 代 第 二 章 改 革 死 了 第 三 章 新 阶 级, 旧 景 观 一 农 民, 被 隔 离 的 底 层 二 悬 空 的 阶 级 : 塔 吊 上
Ⅱ研判報告
 2007GDP 8% 2,450 3,472.32 17.8 41.7 86.8 6 3 5-16 33-15 2,889 2,978 89 2,043 2,267 224 5 2 6 1 4 7 99.07 98.86 2006 20065 4 2007 8% 900 4.6% 3% 4 2,235 395 100 80 101 2,019 8 95.43 94.47 2007 2,450 500
2007GDP 8% 2,450 3,472.32 17.8 41.7 86.8 6 3 5-16 33-15 2,889 2,978 89 2,043 2,267 224 5 2 6 1 4 7 99.07 98.86 2006 20065 4 2007 8% 900 4.6% 3% 4 2,235 395 100 80 101 2,019 8 95.43 94.47 2007 2,450 500
2. 全球机器人大佬都是谁? 3. 我国的差距在哪里? 2
 上海市机器人行业协会信息 2016 年第 4 期 ( 总第 12 期 ) 机器人产业发展规划 (2016-2020 年 ) 解读 1. 发展现状 1 2. 全球机器人大佬都是谁? 3. 我国的差距在哪里? 2 4. 需求在哪, 机会就在哪 5. 领头品类是工业生产和公共服务 3 4 6. 在这些行业主力推广使用 7. 五类关键零部件 5 8. 创新平台, 标准体系, 检测认证, 一个都不能少 9.
上海市机器人行业协会信息 2016 年第 4 期 ( 总第 12 期 ) 机器人产业发展规划 (2016-2020 年 ) 解读 1. 发展现状 1 2. 全球机器人大佬都是谁? 3. 我国的差距在哪里? 2 4. 需求在哪, 机会就在哪 5. 领头品类是工业生产和公共服务 3 4 6. 在这些行业主力推广使用 7. 五类关键零部件 5 8. 创新平台, 标准体系, 检测认证, 一个都不能少 9.

上海浦~1
 上 海 浦 发 银 行 参 与 高 等 职 业 教 育 人 才 培 养 年 度 报 告 ( ) 一 校 企 合 作 概 况 ( 一 ) 企 业 简 介 上 海 浦 东 发 展 银 行 股 份 有 限 公 司 ( 以 下 简 称 : 浦 发 银 行 ) 是 1992 年 8 月 28 日 经 中 国 人 民 银 行 批 准 设 立 1993 年 1 月 9 日 开 业 1999 年 在 上 海 证 券
上 海 浦 发 银 行 参 与 高 等 职 业 教 育 人 才 培 养 年 度 报 告 ( ) 一 校 企 合 作 概 况 ( 一 ) 企 业 简 介 上 海 浦 东 发 展 银 行 股 份 有 限 公 司 ( 以 下 简 称 : 浦 发 银 行 ) 是 1992 年 8 月 28 日 经 中 国 人 民 银 行 批 准 设 立 1993 年 1 月 9 日 开 业 1999 年 在 上 海 证 券